焊接方法 TIG 氩弧焊
 activArc (智能弧)
activArc (智能弧)
动态的TIG氩弧焊电弧,具有电弧能量补偿功能
activArc (智能弧)
优越性:
- 动态的钨极氩弧焊电弧,根据需要对电弧进行控制
- 适用于所有位置和不同板厚的焊接
- 控制电弧的能量
- 影响熔池的粘度
- 增加电弧的能量密度和压力
- 避免定位点焊时出现缺陷 - 钨极轻度触碰熔池也不会出现粘黏

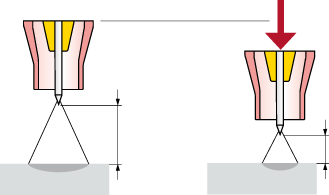
| 较大距离,大约 12 V 焊接电流 60 A |
较小距离,大约 10,5 V 焊接电流 60 A |
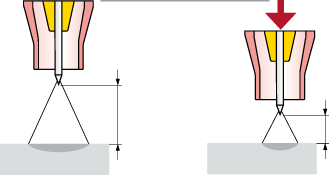
| 较大距离,大约 12 V 焊接电流 60 A |
较小距离,大约 10,5 V 焊接电流 68,5 A |
activArc (智能弧)
焊接更方便
焊接中缩短钨极和工件之间的距离,可以使电弧的能量更集中,同时保持电弧能量稳定。
电弧长度变化时,电弧电压会随之变化,导致电弧能量出现波动。
在activArc 电弧中,电弧长度变化时电弧的能量波动会得到补偿。因为当弧长减小时,焊接电流会自动升高,当弧长增大时,焊接电流会自动减小。
优越性
节约成本:
- 电弧的能量集中,可以更快地焊接
- 焊缝表面的退火色浅,减少了焊后的清理工作
- 更好的根部熔合
- 熔深更深
- 集中的热输入
高质量的焊接结果:
- 定位焊时减少缺陷的产生 – 避免出现夹钨
- 工件变形小
- 提高了氩弧焊电弧的稳定性能,尤其是在小电流时
- 可以调节 activArc 的特性以适应不同的材料厚度
和冶金脉冲组合使用时的优越性:
- 精确,集中的电弧,电弧能量密度高
- 电弧中的等离子压力更高
- 可以更快地焊接
- 更可靠和更均匀的熔深
- 减少了热影响区
- 弧长变化对焊接结果的不利影响甚微 – 特别是手工焊接时 – 电弧能量稳定

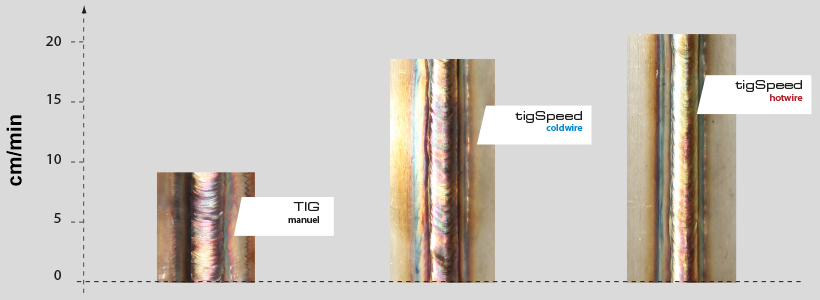
 tigSpeed
tigSpeed
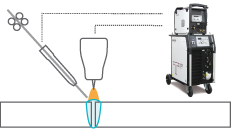
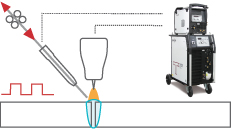
TIG 氩弧焊热丝焊和冷丝焊
动态的送丝系统
在持续送丝的基础上叠加一个往复的送丝过程。焊接过程特别稳定,同时又有更高的熔敷率。tigSpeed 系统有冷丝 (coldwire)和热丝 (hotwire)两种机型,既可用于手工焊,也可用于自动化焊接。
Video
tigSpeed
TIG 氩弧焊热丝焊和冷丝焊
动态的送丝系统
tigSpeed
优越性:
- 即使在强制性的位置焊接(例如,立向上焊)也能完美地控制熔池
- 焊接速度很快 – 近似于 MIG/MAG气保焊的焊接速度,但是没有飞溅,烟尘很少
- 热输入量更低,减少了变形和工件的收缩,提高了抗冲击性能
- 操作容易,减轻了焊工的劳动强度

冷丝焊和热丝焊:
- 高达 60% 的更高的熔敷率*
- 在表面堆焊应用中可以明显地减少稀释度,焊缝质量更佳*
- 操作容易,减轻了焊工的劳动强度*
* 和手工送丝TIG氩弧焊相比
tigSpeed: 焊丝往复运动:
- 特别适合用于强制性位置的焊接
- 叠加了焊丝往复运动后,能更好地控制熔池
- 焊缝成型美观,可以无级调节焊丝往复运动的频率来改变焊缝表面的纹状
- 打底焊接可靠,焊接速度更快
tigSpeed
焊接速度比较
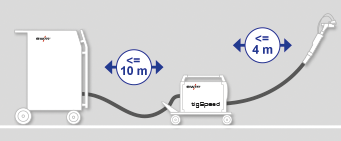
可达距离长达 14 m:
- 灵活性 – 根据不同的需要选择连线总成的长度
- 机动性 – 可配置移动小车
- 有抗拉套保护中间连线总成
- 焊接材料:低合金钢,中合金钢,高合金钢,NiCr不锈钢,镍基合金,铜和铜合金,铝和铝合金,特种金属 P91/P92

 spotArc (点焊弧)
spotArc (点焊弧)
Точечная сварка TIG spotArc
TIG-spotArc 点焊 
焊点表面成型美观:
- 和MAG气保焊相比,焊点表面非常平整
- 热输入量少,点焊接头性能优越
- 点焊时间很短,热应力小,变形少
- 焊点表面干净,成型美观
spotArc 定位点 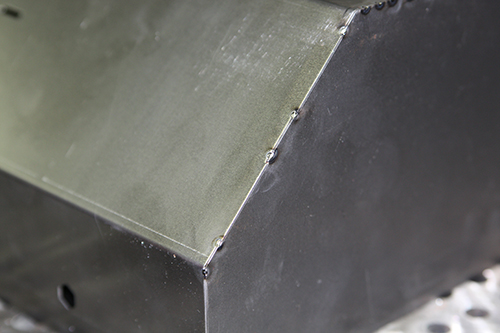
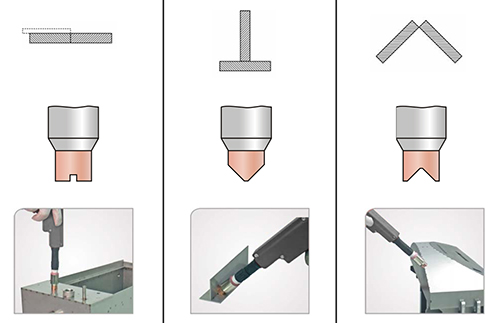
不同的接头形式有相应的枪嘴
匹配的喷嘴形状
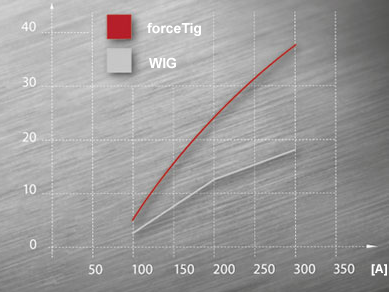
 forceTig
forceTig
一种TIG氩弧焊焊接工艺,电弧能量高度集中,更深的熔深和更快的焊接速度。 通过 forceTig 焊接方法,EWM将TIG氩弧焊的应用拓展到了新的领域。这种新的焊接方法的电弧高度集中,显著地提高了电弧的能量密度。因此可以更快地焊接。
电弧压力对比:TIG氩弧焊 / forceTig

forceTig
优越性:
- 线能量更小,因为集中的TIG氩弧焊电弧具有更大的能量密度,焊接速度可以更快
- 从薄板到厚板都可以一道焊缝完成
- 适用于全自动化焊接和机器人焊接生产
- 100 % 的重复对中性(TCP),特别有利于自动化焊接
- 大功率的焊枪 - 800 A,100 % 暂载率
- 更换钨电极非常简单,不用校规
- 非常大的电流承载能力,电流密度高
- 牢固的焊枪结构,更强的抗机械碰撞能力
- 高效率的自循环液体冷却
- 设备成本低,耗能少
- 可用于冷丝焊/热丝焊
Video
Youtube-Video
EWM 焊接方法 TIG 氩弧焊: forceTig