Материалы для сварки TIG
- Особенности различных материалов
- Нелегированные и низколегированные стали
- Аустенитные хромоникелевые стали
- Алюминий и алюминиевые сплавы
- Медь и медные сплавы
- Другие материалы
Особенности различных материалов
Как уже упоминалось, метод сварки TIG применяется для сварки самых разных материалов. При этом одни материалы сваривают постоянным током, другие – переменным. Далее рассматриваются некоторые особенности различных материалов.
Нелегированные и низколегированные стали
 Эти стали можно соединять всеми методами сварки плавлением. При выборе метода сварки чаще руководствуются экономическими соображениями, чем качеством. Поэтому сварка TIG редко применяется для обработки этих сталей ввиду недостаточной мощности. Исключением является сварка корневых слоев. При толщине стенок более 6 мм метод сварки TIG применяется только для заварки корня, а остальные слои сваривают более мощным методом. Еще одно исключение – сварка трубопроводов небольших диаметров. Для этой задачи не существует лучшего метода, чем TIG. Особенностью является риск образования пор, например при сварке нелегированных трубных сталей (например, P235) с низким содержанием кремния или при приваривании таких труб к основанию котла. Поры могут образовываться и на сталях для глубокой вытяжки, стабилизированных только алюминием, если в процессе сварки использовано недостаточное количество расходного материала. Вследствие поглощения кислорода из атмосферы, полностью предотвратить которое не удается даже при сварке в среде защитного газа, наплавляемый металл становится нестабильным и в нем могут возникать поры из-за образования окиси углерода. Устранить проблему можно путем использования как можно большего количества марганцево-кремниевых легированных расходных материалов, способствующих связыванию кислорода без вреда для шва.
Эти стали можно соединять всеми методами сварки плавлением. При выборе метода сварки чаще руководствуются экономическими соображениями, чем качеством. Поэтому сварка TIG редко применяется для обработки этих сталей ввиду недостаточной мощности. Исключением является сварка корневых слоев. При толщине стенок более 6 мм метод сварки TIG применяется только для заварки корня, а остальные слои сваривают более мощным методом. Еще одно исключение – сварка трубопроводов небольших диаметров. Для этой задачи не существует лучшего метода, чем TIG. Особенностью является риск образования пор, например при сварке нелегированных трубных сталей (например, P235) с низким содержанием кремния или при приваривании таких труб к основанию котла. Поры могут образовываться и на сталях для глубокой вытяжки, стабилизированных только алюминием, если в процессе сварки использовано недостаточное количество расходного материала. Вследствие поглощения кислорода из атмосферы, полностью предотвратить которое не удается даже при сварке в среде защитного газа, наплавляемый металл становится нестабильным и в нем могут возникать поры из-за образования окиси углерода. Устранить проблему можно путем использования как можно большего количества марганцево-кремниевых легированных расходных материалов, способствующих связыванию кислорода без вреда для шва.
Аустенитные хромоникелевые стали
Эти материалы особенно хорошо подходят для сварки TIG, так как благодаря оптимальной вязкости наплавляемого металла образовываются аккуратные и гладкие верхние валики и плоская нижняя сторона корня шва. Необходимо учесть, что из-за относительно небольшой скорости сварки TIG и низкой теплопроводности хромоникелевых сталей при малой толщине стенок может легко возникнуть перегрев. Могут образоваться горячие трещины и снизиться устойчивость к коррозии. Перегрева при необходимости можно избежать, делая паузы для охлаждения или охлаждая саму заготовку. Это также способствует уменьшению коробления, которое из-за высокого коэффициента расширения у хромоникелевых сталей больше, чем у нелегированных сталей. На деталях, которые будут подвергаться коррозионному воздействию, после сварки необходимо удалить оставшиеся на поверхности шва и с обоих краев основного материала оксидные пленки и побежалость путем очистки щеткой, шлифования, излучения или травления. Только после этого конструкции пригодны к дальнейшей эксплуатации. В противном случае коррозионное разрушение под пленками только усилится. Это касается также стороны корня при сварке труб. Поскольку практически отсутствует возможность механической обработки, рекомендуется избегать окисления, применяя формовку.
Алюминий и алюминиевые сплавы
 При сварке алюминиевых материалов, за исключением случаев, которые будут рассмотрены ниже, используется переменный ток. Это требуется для удаления с детали тугоплавкой оксидной пленки. Температура плавления оксида алюминия (AI2O3) составляет примерно 2050 °C. При этом основной материал, например чистый алюминий, плавится уже при 650 °C. Химические свойства алюминия очень близки к свойствам кислорода, поэтому такие пленки очень быстро снова образовываются на поверхности расплава, даже если с поверхности основного материала до начала сварки удалить окись путем очистки щеткой или скребком. Эти пленки из-за высокой точки плавления лишь частично расплавляются под сварочной дугой. Поэтому при сварке постоянным током (отрицательная полярность) большая часть поверхности шва была бы покрыта плотным слоем оксида алюминия. Это делает невозможным наблюдение за расплавом и осложняет подачу присадочного материала. Оксидный слой можно было бы удалить, используя флюс (как при пайке), однако это требует дополнительных затрат.
При сварке алюминиевых материалов, за исключением случаев, которые будут рассмотрены ниже, используется переменный ток. Это требуется для удаления с детали тугоплавкой оксидной пленки. Температура плавления оксида алюминия (AI2O3) составляет примерно 2050 °C. При этом основной материал, например чистый алюминий, плавится уже при 650 °C. Химические свойства алюминия очень близки к свойствам кислорода, поэтому такие пленки очень быстро снова образовываются на поверхности расплава, даже если с поверхности основного материала до начала сварки удалить окись путем очистки щеткой или скребком. Эти пленки из-за высокой точки плавления лишь частично расплавляются под сварочной дугой. Поэтому при сварке постоянным током (отрицательная полярность) большая часть поверхности шва была бы покрыта плотным слоем оксида алюминия. Это делает невозможным наблюдение за расплавом и осложняет подачу присадочного материала. Оксидный слой можно было бы удалить, используя флюс (как при пайке), однако это требует дополнительных затрат.
При сварке переменным током оксидный слой можно разрушить и устранить носителями заряда в сварочной дуге. Для этого потребуются только ионы, так как электроны из-за небольшой массы не обладают достаточным количеством кинетической энергии. Когда отрицательный полюс находится на электроде, электроны перемещаются с электрода на заготовку, а остаточные ионы – с заготовки на электрод. При такой полярности достичь очищающего воздействия невозможно. При обратной полярности более тяжелые ионы попадают на поверхность заготовки. Благодаря своей кинетической энергии они разрушают и удаляют оксидный слой. Однако, если бы сварка выполнялась на горячем положительном полюсе, то у электрода была бы очень низкая токонагрузочная способность. Поэтому данный вариант сварки TIG применяется исключительно для сварки очень тонких алюминиевых материалов (с толщиной стенок до 2,5 мм). Компромиссным решением является переменный ток. Когда на электроде находится положительная полуволна, возникает очищающий эффект. Следующая за ней отрицательная полуволна снова охлаждает электрод. Поэтому различают очищающую и охлаждающую полуволны. Токонагрузочная способность при сварке переменным током меньше, чем при сварке постоянным током на отрицательном полюсе. И все же она существенно выше, чем при сварке на положительном полюсе. Подтверждено, что для достаточного уровня очищающего воздействия вовсе не требуется положительная полуволна целиком, а всего 20 или 30 %.
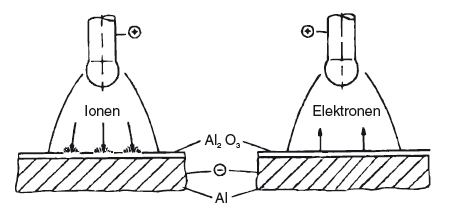
| Очистка кинетической энергией | Электрод с положительной полярностью |
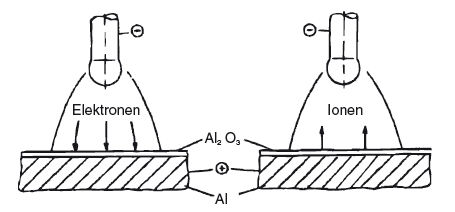
| Без очистки | Электрод с отрицательной полярностью |
Именно это используется в современных источниках тока для сварки ТIG. Они создают искусственный прямоугольный переменный ток, в котором с помощью быстро реагирующих переключателей (транзисторов) на электроде попеременно переключается положительный и отрицательный полюс источника постоянного тока. При этом баланс отношения обеих полуволн может изменяться, например от 20 % положительной/80 % отрицательной до 80 % положительной/20 % отрицательной. Меньшая фаза положительного полюса обеспечивает более высокую токонагрузочную способность электрода, а при одинаковой установке тока – большую стойкость. В этих так называемых «прямоугольных источниках», как правило, можно изменять частоту искусственного переменного тока, например в диапазоне от 50 до 300 Гц. Повышение частоты экономит ресурс электрода.
В этих так называемых «прямоугольных источниках», как правило, можно изменять частоту искусственного переменного тока, например в диапазоне от 50 до 300 Гц. Повышение частоты экономит ресурс электрода.
Прямоугольный искусственный переменный ток имеет еще одно преимущество. Поскольку ток при смене полярности имеет очень крутую характеристику, то время запаздывания дуги при прохождении через ноль значительно короче, чем при синусоидальной форме тока. Это способствует надежному повторному зажиганию, даже без приспособления для зажигания, и повышению стабильности сварочной дуги. При этом повторные зажигания дуги сопровождаются сильным гудением. Современные источники тока для сварки TIG позволяют производить сварку постоянным током, а также синусоидальным и прямоугольным переменным током. В настоящее время также применяют вариант сварки TIG на отрицательном полюсе, при котором используется защитный газ с высоким содержанием гелия (например, 90 % гелия/10 % аргона). При сварке на отрицательном полюсе, как уже упоминалось, оксидная пленка не разрушается. Тем не менее, она может расплавиться под воздействием высокой температуры мощной гелиевой сварочной дуги. Следовательно, это не такое и большое препятствие. Сварка TIG постоянным током на отрицательном полюсе с использованием гелия благодаря лучшему проварy применяется, в первую очередь, при ремонтных сварках литых деталей из алюминиево-кремниевых сплавов.
Следующей особенностью при сварке алюминия является его склонность к образованию пор при поглощении водорода. Тут ситуация намного критичнее, чем при сварке стали. Если железо при переходе из жидкого состояния в твердое все еще обладает способностью растворять водород в объеме 8 см3/100 г наплавляемого металла, то алюминий в твердом состоянии практически не способен растворять водород. А это значит, что весь поглощенный в процессе сварки водород должен покинуть наплавляемый металл до его затвердения. В противном случае в наплавляемом металле образуются поры.
 Источниками водорода при сварке TIG алюминия в первую очередь являются оксидные пленки на поверхности основного материала. Они связывают влагу и должны быть удалены до начала сварки путем очистки щеткой или скребком. С другой стороны, сварочная дуга более стабильна, если на поверхности находится тонкая оксидная пленка, так как она легче испускает электроны, чем чистый металл. Поэтому необходимо найти компромисс между стабильной сварочной дугой и достаточной стойкостью к порообразованию. Хорошо зарекомендовал себя способ, когда перед сваркой поверхность заготовки основательно очищается от окисей, но сварка выполняется только через час или два, когда образуется новый тонкий оксидный слой. Порообразованию способствуют также оксидные пленки, которые образовываются на поверхности сварочных прутков. Поэтому расходные материалы из алюминия необходимо хранить очень тщательно и не очень долго.
Источниками водорода при сварке TIG алюминия в первую очередь являются оксидные пленки на поверхности основного материала. Они связывают влагу и должны быть удалены до начала сварки путем очистки щеткой или скребком. С другой стороны, сварочная дуга более стабильна, если на поверхности находится тонкая оксидная пленка, так как она легче испускает электроны, чем чистый металл. Поэтому необходимо найти компромисс между стабильной сварочной дугой и достаточной стойкостью к порообразованию. Хорошо зарекомендовал себя способ, когда перед сваркой поверхность заготовки основательно очищается от окисей, но сварка выполняется только через час или два, когда образуется новый тонкий оксидный слой. Порообразованию способствуют также оксидные пленки, которые образовываются на поверхности сварочных прутков. Поэтому расходные материалы из алюминия необходимо хранить очень тщательно и не очень долго.
Медь и медные сплавы
 Сварка меди усложнена, в первую очередь, из-за высокой теплопроводности металла. Поэтому при большой толщине материала требуется предварительный нагрев как минимум в начале сварочного шва. Далее эффект предварительного нагрева возникает вследствие воздействия сварочного тепла, поэтому предварительный нагрев больших площадей требуется только при толщине стенок > 5 мм. Метод сварки TIG позволяет использовать для предварительного нагрева саму сварочную дугу, когда тепло вносится в начало сварочного шва вращательными движениями удлиненной дугой. Чистую медь и многие медные сплавы сваривают постоянным током электродом с отрицательной полярностью. Переменным током свариваются только некоторые сорта бронзы, такие как латунь и алюминиевая бронза.
Сварка меди усложнена, в первую очередь, из-за высокой теплопроводности металла. Поэтому при большой толщине материала требуется предварительный нагрев как минимум в начале сварочного шва. Далее эффект предварительного нагрева возникает вследствие воздействия сварочного тепла, поэтому предварительный нагрев больших площадей требуется только при толщине стенок > 5 мм. Метод сварки TIG позволяет использовать для предварительного нагрева саму сварочную дугу, когда тепло вносится в начало сварочного шва вращательными движениями удлиненной дугой. Чистую медь и многие медные сплавы сваривают постоянным током электродом с отрицательной полярностью. Переменным током свариваются только некоторые сорта бронзы, такие как латунь и алюминиевая бронза.
Другие материалы
Помимо уже рассмотренных материалов, сварка TIG широко применяется для обработки никеля и никелевых сплавов. Прежде всего это хромоникелевые сплавы (например, инконель) и медно-никелевые сплавы (например, монель). Титан и его сплавы также сваривают методом TIG. Для этих материалов лучше всего подходит постоянный ток с электродом с отрицательной полярностью. При сварке титана необходимо, чтобы в среде защитного газа находилась не только область сварочного шва, но и металл на значительном удалении от места сварки, а чтобы избежать цветов побежалости, необходимо подавать защитный газ и на обратную сторону шва. В противном случае материал станет хрупким вследствие поглощения атмосферных газов.