Material för TIG-svetsning
- Egenskaper hos olika material
- Olegerade och låglegerade stålsorter
- Austenitiska CrNi-stål
- Aluminium och aluminiumlegeringar
- Koppar och kopparlegeringar
- Övriga material
Egenskaper hos olika material
Vi har tidigare sagt att TIG-metoden är lämplig för många olika material. Några material svetsas med likström och andra med växelström. I texten som följer behandlar vi några egenskaper som de olika materialen har.
Olegerade och låglegerade stålsorter
 Dessa stål kan inte sammanfogas med alla smältsvetsmetoder. Vid val av svetsmetod är det dock oftast inte kvalitetsaspekter som är avgörande utan snarare ekonomiska överväganden. TIG-metoden är därför underrepresenterad på grund av dess låga effekt för dessa ståltyper. Ett undantag är svetsning av rotsträngar. Vid väggtjocklekar som är större än 6 mm svetsas ofta rotsträngen och de övriga lagren med en effektivare metod. Ett annat undantag är svetsning av rörledningar med små diametrar. För detta finns det inget som är bättre lämpat än TIG-metoden. En egenhet är att det kan bildas porer, t.ex. vid olegerade rörstål (t.ex. P235), som innehåller lite kisel eller vid insvetsning av sådana rör i pannbotten. Även vid djupdragningsstål, som endast har tätats med aluminium, kan det uppträda porer, när man svetsar med lite tillsatsmaterial. Genom syreupptagningen från atmosfären, som inte heller går att helt förhindra vid skyddsgassvetsning, blir svetsgodset otätat och det kan uppträda porer på grund av kolmonoxidbildning i svetsgodset. Detta åtgärdas genom att föra in så mycket Si/Mn-legerat tillsatsmaterial som möjligt varvid syret binds upp på ett oskadligt sätt.
Dessa stål kan inte sammanfogas med alla smältsvetsmetoder. Vid val av svetsmetod är det dock oftast inte kvalitetsaspekter som är avgörande utan snarare ekonomiska överväganden. TIG-metoden är därför underrepresenterad på grund av dess låga effekt för dessa ståltyper. Ett undantag är svetsning av rotsträngar. Vid väggtjocklekar som är större än 6 mm svetsas ofta rotsträngen och de övriga lagren med en effektivare metod. Ett annat undantag är svetsning av rörledningar med små diametrar. För detta finns det inget som är bättre lämpat än TIG-metoden. En egenhet är att det kan bildas porer, t.ex. vid olegerade rörstål (t.ex. P235), som innehåller lite kisel eller vid insvetsning av sådana rör i pannbotten. Även vid djupdragningsstål, som endast har tätats med aluminium, kan det uppträda porer, när man svetsar med lite tillsatsmaterial. Genom syreupptagningen från atmosfären, som inte heller går att helt förhindra vid skyddsgassvetsning, blir svetsgodset otätat och det kan uppträda porer på grund av kolmonoxidbildning i svetsgodset. Detta åtgärdas genom att föra in så mycket Si/Mn-legerat tillsatsmaterial som möjligt varvid syret binds upp på ett oskadligt sätt.
autentiska CrNi-stål
Dessa material är särskilt lämpliga för TIG-svetsning, eftersom det bildas finfjädrade, släta översträngar och släta rotsträngsundersidor på grund av svetsgodsets fördelaktiga viskositet. På grund av TIG-metodens relativt långsamma svetshastighet och den låga värmeledningsförmågan hos CrNi-stålen kan det dock lätt leda till överhettningar vid tunnare väggtjocklekar. Därmed kan det uppstå värmesprickor och även korrosionsbeständigheten kan försämras. Överhettningar kan om det är nödvändigt förhindras genom att lägga in avkylningspauser eller genom att kyla arbetsstyckena. Därmed minskar även deformeringen, som just för CrNi-stål är högre än vid olegerat stål på grund av den högre utvidgningskoefficienten. Vid komponenter som senare kommer att utsättas för korrosionsangrepp måste oxidlagret och anlöpningsfärgen som är kvar på fogens ytor och på kanterna på båda sidorna av grundmaterialet efter svetsningen tas bort genom borstning, blästring, slipning eller betning innan komponenten tas i drift. Under dessa hudar blir annars korrosionsangreppet extra stort. Detta gäller även för rotsidan vid svetsning av rör. Eftersom en mekanisk bearbetning är mycket svår att utföra i detta fall rekommenderas att förhindra oxideringen genom formning.
Aluminium och aluminiumlegeringar
 Vid svetsning av aluminiummaterial används, bortsett från undantag som vi kommer in på senare, växelström för svetsningen. Detta krävs för att åtgärda det högsmältande oxidlagret på komponenten. Aluminiumoxid (AI2O3) har en smältpunkt på ungefär 2 050 °C. Grundmaterialet, t.ex. rent aluminium smälter däremot redan vid 650 °C. Aluminium har ett så stor kemiskt släktskap med syre att även om ytan på grundmaterialet har gjorts ren från oxider genom att borsta eller skrapa före svetsningen så bildas snabbt åter sådana hudar på smältbadet. På grund av den höga smältpunkten smälter dessa endast delvis direkt under ljusbågen. Den största delen av fogytan täcks vid svetsning med likström (-pol) också med ett fast lager av aluminiumoxid. Detta gör det omöjligt att observera smältbadet och försvårar tillsatsen av tillsatsmaterial. Visserligen kunde dessa oxidskikt åtgärdas genom att användas flussmedel som vid lödning, detta innebär dock ytterligare kostnader.
Vid svetsning av aluminiummaterial används, bortsett från undantag som vi kommer in på senare, växelström för svetsningen. Detta krävs för att åtgärda det högsmältande oxidlagret på komponenten. Aluminiumoxid (AI2O3) har en smältpunkt på ungefär 2 050 °C. Grundmaterialet, t.ex. rent aluminium smälter däremot redan vid 650 °C. Aluminium har ett så stor kemiskt släktskap med syre att även om ytan på grundmaterialet har gjorts ren från oxider genom att borsta eller skrapa före svetsningen så bildas snabbt åter sådana hudar på smältbadet. På grund av den höga smältpunkten smälter dessa endast delvis direkt under ljusbågen. Den största delen av fogytan täcks vid svetsning med likström (-pol) också med ett fast lager av aluminiumoxid. Detta gör det omöjligt att observera smältbadet och försvårar tillsatsen av tillsatsmaterial. Visserligen kunde dessa oxidskikt åtgärdas genom att användas flussmedel som vid lödning, detta innebär dock ytterligare kostnader.
Vid svetsning med växelström erbjuds möjligheten att riva upp och åtgärda detta oxidskikt med hjälp av laddningsbärare i ljusbågen. För detta används jonerna, eftersom elektroner inte har tillräcklig kinetisk energi för detta på grund av sin låga massa. När minuspolen ligger på elektroden vandrar elektronerna från elektroden till arbetsstycket och restjonerna från arbetsstycket till elektroden. Vid denna polaritet är inte rengöringseffekten möjlig. Vid omvänd polaritet träffar däremot de tunga jonerna arbetsstyckets yta. De kan med hjälp av sin kinetiska energi riva upp och åtgärda oxidskiktet. Svetsningen vid den hetare pluspolen leder dock till att elektrodens strömbelastningsförmåga blir mycket låg. Denna variant av TIG-svetsning kan därför endast användas för svetsning av mycket tunna aluminiumstrukturer (upp till ungefär 2,5 mm väggtjocklek). Växelström erbjuder en kompromiss. När den positiva halvvågen ligger på elektroden inträffar rengöringseffekten. I den därefter följande negativa halvvågen kan elektroden åter svalna. Man talar därför även om rengörings- och avkylningshalvvåg. Strömbelastningsförmågan är lägre vid svetsning med växelström än vid svetsning med likström på minuspolen. Den är dock väsentligt högre än vid svetsning på pluspolen. Det har visat sig att inte hela den positiva halvvågen inte behövs för en tillräcklig rengöringseffekt utan att det räcker med 20 eller 30 procent av den.
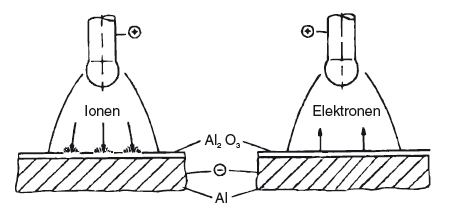
| Rengöring med kinetisk energi | Elektrod på pluspolen |
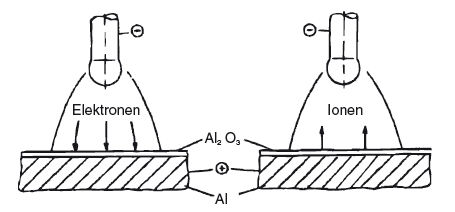
| Ingen rengöring | Elektrod på minuspolen |
Detta har man dragit nytta av till moderna TIG-strömkällor. Detta alstrar en artificiell fyrkantsformad växelström, genom att plus- och minuspolen på en likströmskälla växelvis kopplas till med en snabbt reagerande brytare (transistorer). Därmed kan man ändra balansen på de båda halvvågorna mot varandra t.ex. från 20 % plus/80 % minus till 80 % plus/20 % minus. Den låga andelen pluspol leder till högre strömbelastningsförmåga hos elektroden, resp. vid samma ströminställning till längre hållbarhet. Vid så kallade fyrkantsvågkällor kan oftast även frekvensen hos den artificiella växelströmmen ändras, t.ex. mellan 50 och 300 Hz. En ökning av frekvensen sammankopplas även till att elektroden skonas.
Vid så kallade fyrkantsvågkällor kan oftast även frekvensen hos den artificiella växelströmmen ändras, t.ex. mellan 50 och 300 Hz. En ökning av frekvensen sammankopplas även till att elektroden skonas.
Den fyrkantiga artificiella växelströmmen har dock ytterligare en fördel. Eftersom strömförloppet är mycket brant vid byt av polaritet är ljusbågens dödtider väsentligt kortare vid nollgenomgång än vid en sinusformad växelström. Återtändningen sker därför säkrare, även utan tändhjälp, och ljusbågen är stabilare totalt sett. Visserligen märks återtändningen med ett starkare surr. Moderna TIG-strömkällor tillåter svetsning med likström samt med sinusformad och fyrkantsformad växelström. På senare tid används även en variant av TIG-minuspolsvetsning, där skyddsgas med hög heliumhalt (t.ex. 90 % He/10 % Ar) används. Vid svetsning till minuspolen bryts inte, vilket redan beskrivits, oxidhuden upp. Tack vare den höga temperaturen på den energirikare heliumljusbågen kan den dock åter göras flytande. Därmed är den mindre störande. TIG-likströmssvetsning till minuspolen under helium används på grund av det bättre inbränningsförhållandet framförallt vid reparationssvetsning av gjutgods som består av aluminium-kisel-legeringar.
Ytterligare en egenhet vid svetsning av aluminium är dess porkänslighet vid upptagning av väte. Förhållandena är betydligt mer kritiska än vid svetsning av stål. Järn har fortfarande hög upplösningsförmåga för väte på 8 cm3/100 g svetsgods vid övergång från flytande till fast tillstånd medan aluminium i fast tillstånd praktiskt taget inte längre har någon upplösningsförmåga för väte. Det innebär att allt väte som tas upp vid svetsningen måste lämna svetsgodset innan det stelnar. Annars uppstår porer i svetsgodset.
 Vätekällor vid TIG-svetsning av aluminium är i första hand oxidlagret på grundmaterialet. Dessa binder fukt och måste därför tas bort innan svetsningen genom att borsta eller skrapa. Å andra sidan är ljusbågen stabilare när det finns ett tunt oxidlager på ytan, eftersom de lättare elektronerna skickas ut som ren metall. Därför måste man hitta en kompromiss mellan en stabil ljusbåge och tillräckligt hög porsäkerhet. Det har visat sig vara fördelaktigt att grundligt befria arbetsstyckets yta från oxider före svetsningen men att sedan vänta en eller två timmar med svetsningen så att ett nytt tunt oxidlager kan bildas. Även oxidlagret som har bildats på svetsstavarnas ytor bidrar till porbildningen. Tillsatsmaterial av aluminium ska därför lagras omsorgsfullt och inte för länge.
Vätekällor vid TIG-svetsning av aluminium är i första hand oxidlagret på grundmaterialet. Dessa binder fukt och måste därför tas bort innan svetsningen genom att borsta eller skrapa. Å andra sidan är ljusbågen stabilare när det finns ett tunt oxidlager på ytan, eftersom de lättare elektronerna skickas ut som ren metall. Därför måste man hitta en kompromiss mellan en stabil ljusbåge och tillräckligt hög porsäkerhet. Det har visat sig vara fördelaktigt att grundligt befria arbetsstyckets yta från oxider före svetsningen men att sedan vänta en eller två timmar med svetsningen så att ett nytt tunt oxidlager kan bildas. Även oxidlagret som har bildats på svetsstavarnas ytor bidrar till porbildningen. Tillsatsmaterial av aluminium ska därför lagras omsorgsfullt och inte för länge.
Koppar och kopparlegeringar
 Svetsning av koppar försvåras framförallt av den höga värmeledningsförmågan. Därför måste man förvärma åtminstone vid starten av svetsfogen. Senare erhålls en förvärmningseffekt på grund av den föregående svetsvärmen så att det endast krävs omfattande förvärmning vid väggtjocklekar på mer än 5 mm. Vid TIG-metoden kan man använda själva ljusbågen för förvärmning genom att man med cirkulerande rörelser för in värme med den förlängda ljusbågen vid starten av svetsfogen. Rent koppar och många kopparlegeringar svetsas med likström elektroden vid minuspolen. Det är endast några bronser, t.ex. mässing och aluminiumbrons, som svetsas bättre med växelström.
Svetsning av koppar försvåras framförallt av den höga värmeledningsförmågan. Därför måste man förvärma åtminstone vid starten av svetsfogen. Senare erhålls en förvärmningseffekt på grund av den föregående svetsvärmen så att det endast krävs omfattande förvärmning vid väggtjocklekar på mer än 5 mm. Vid TIG-metoden kan man använda själva ljusbågen för förvärmning genom att man med cirkulerande rörelser för in värme med den förlängda ljusbågen vid starten av svetsfogen. Rent koppar och många kopparlegeringar svetsas med likström elektroden vid minuspolen. Det är endast några bronser, t.ex. mässing och aluminiumbrons, som svetsas bättre med växelström.
Övriga material
Utöver de material som redan har diskuterats TIG-svetsas även avsevärda mängder nickel och nickellegeringar. De viktigaste är nickel-/kromlegeringar (t.ex. inconel) och nickel-/kopparlegeringar (t.ex. monel). Dessutom TIG-svetsas även titan- och titanlegeringar. Även för dessa material är likström med negativ elektrod lämpligast. Vid svetsning av titan är det dock inte bara själva området runt svetsfogen som behöver skyddas med skyddsgas utan skyddsgas måste tillsättas även på större avstånd från svetsstället och eventuellt måste skyddsgas tillsättas även på baksidan med ett släpgas-munstycke (så kallad ”släpande svetsning”) för att förhindra anlöpningsfärger. Materialet blir sprött på grund av upptagning av gaser i atmosfären.