Grunderna för TIG-svetsning
- Värt att veta om TIG-svetsning
- Val av tillsatsmaterial
- Inställning av skyddsgasmängden
- Rengöring av arbetsstyckets yta
- Tändning av ljusbågen
- Styrning av TIG-brännaren
- Svetsposition
- Svetsparametrar
- Svetsning med strömpulser
- Nödvändig utrustning
Värt att veta om TIG-svetsning
När det gäller vilka material, väggtjocklekar och svetspositioner som kan bearbetas är TIG-svetsning en universellt användbar svetsmetod. Med den kan man framställa svetsförband av högsta kvalitet. TIG-svetsmetoden – den fullständiga beteckningen för denna metod är enligt DIN 1910 – del 4 volfram-ädelgassvetsning – som härstammar från USA och som blev känd där 1936 under namnet argonarc-svetsning. Först efter det andra världskriget började den användas i Tyskland. I engelsktalande länder heter metoden TIG efter det engelska namnet ”Tungsten” för Volfram. Metoden utmärker sig jämfört med andra smältsvetsmetoder genom en serie intressanta fördelar. Den kan till exempel användas universellt.

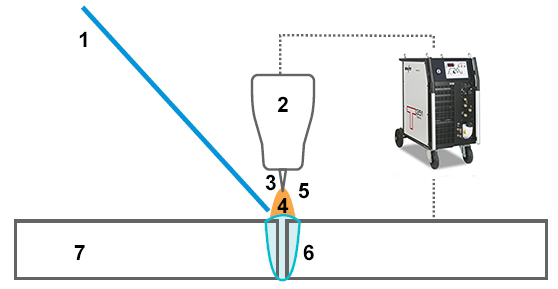
- Svetsstav
- Svetsbrännare
- Volframelektrod
- Ljusbåge
- Skyddsgas
- Smältbad
- Grundmaterial
Om ett metalliskt arbetsstycke inte alls är lämpligt för smältsvetsning så kan det sammanfogas med denna metod. För det andra är det en mycket ”ren” metod, som knappt alstrar stänk och nästan inga skadliga ämnen och som garanterar ett förstklassigt svetsförband vid korrekt användning. En särskild fördel med TIG-svetsningen är att, jämfört med andra metoder, man här arbetar med elektroder som smälter, som är kopplade till tillsatsen av tillsatsmaterial och strömstyrkan. Svetsaren kan därför anpassa strömmen optimalt efter svetsuppgiften och endast tillsätta exakt så mycket tillsatsmaterial som krävs. Detta gör metoden särskilt lämplig för svetsning av rotsträngar och för svetsning i svåra lägen. De nämnda fördelarna har lett till att TIG-metoden idag används med bra resultat inom många områden inom industri och hantverk. Vid manuell tillämpning kräver den att svetsaren har ett skickligt handlag och en bra utbildning. Syftet med denna handledning är att reda ut metodens egenheter och kanske även väcka intresse hos företag som trots att det finns lämpliga svetsuppgifter ännu inte använder metoden.
Val av tillsatsmaterial
Tillsatsmaterialet vid TIG-svetsning är mestadels stavformigt, vid helmekanisk användning av metoden tillsätts den i trådform genom en separat matningsenhet. Som regel väljs tillsatsmaterial av samma typ som grundmaterialet. I bland är det dock av metallurgiska skäl nödvändigt att tillsatsen avviker något från grundmaterialet vid några legeringselement. Detta är till exempel fallet när kolhalten, på grund av spricksäkerheten, om möjligt hålls mycket låg. I sådana fall talar man om typliknande tillsatsmaterial. Det finns även fall där det är nödvändigt med tillsatsmaterial av annan typ. Detta är t.ex. fallet vid fogning av svårsvetsade C-stål, där austenitiska tillsatsmaterial eller till och med nickellegeringar används. Diametern på tillsatsmaterialet måste anpassas efter svetsuppgiften. Den ska anpassas efter materialtjockleken och därmed även efter volframelektrodens diameter. Svetsstavar är som regel 1 000 mm långa. De levereras i buntar och ska var och en vara märkta med DIN- eller handelsbeteckningen för att förhindra förväxlingar.

Inställning av skyddsgasmängden
Skyddsgasmängden ställs in som volymflöde i liter/min. Denna beror på smältbadets storlek och därmed elektrodens diameter, gasmunstyckets diameter, munstyckets avstånd till grundmaterialets yta, det omgivande luftflödet och typen av skyddsgas – se även avsnittet Skyddsgaser”. En tumregel säger att när man använder argon som skyddsgas och de oftast använda volframelektrod-diametrarna från 1 till 4 mm ska mellan fem och tio liter skyddsgas tillsättas varje minut. Mätningen av flödet kan ske direkt med manometrar, som mäter trycket som är proportionellt mot flödet före en inbyggd nerströms trycksensor. Skalan på manometern kan kalibreras direkt i liter/min. Exaktare mätning får man med mätinstrument som mäter med hjälp av glasrör och uppslammade ämnen mäter direkt i skyddsgasströmmen som flödar till brännaren.
Rengöring av arbetsstyckets yta
 För ett bra svetsresultat är det viktigt att fogytan och arbetsstyckets yta har rengjorts noga innan svetsningen påbörjas. Ytorna ska vara metalliskt blanka och fria från fett, smuts, rost och färg. Även glödskal ska tas bort om det är möjligt. I många fall är det tillräckligt att borsta ytan . Där detta inte är tillräckligt måste ytan behandlas med slipning eller en mekanisk bearbetningsmetod. Vid korrosionsbeständiga material får endast borstning användas på icke rostande stål, eftersom det annars kan uppstå extern rost på grund av järnbitar, som tränger in i ytan. Vid aluminium är det särskilt viktigt att inga tjockare oxidlager blir kvar på ytan på grund av porbildningen. För rengöring och avfettning används lämpliga lösningsmedel. Obs! Vid användning av klorhaltiga lösningsmedel kan det bildas giftiga ångor.
För ett bra svetsresultat är det viktigt att fogytan och arbetsstyckets yta har rengjorts noga innan svetsningen påbörjas. Ytorna ska vara metalliskt blanka och fria från fett, smuts, rost och färg. Även glödskal ska tas bort om det är möjligt. I många fall är det tillräckligt att borsta ytan . Där detta inte är tillräckligt måste ytan behandlas med slipning eller en mekanisk bearbetningsmetod. Vid korrosionsbeständiga material får endast borstning användas på icke rostande stål, eftersom det annars kan uppstå extern rost på grund av järnbitar, som tränger in i ytan. Vid aluminium är det särskilt viktigt att inga tjockare oxidlager blir kvar på ytan på grund av porbildningen. För rengöring och avfettning används lämpliga lösningsmedel. Obs! Vid användning av klorhaltiga lösningsmedel kan det bildas giftiga ångor.
Tändning av ljusbågen
Ljusbågen ska aldrig tändas på grundmaterialet utanför fogen utan alltid så att tändstället åter smälts direkt efteråt vid svetsningen. I början av svetsningen svalnar grundmaterialet, som har högtemperaturbehandlats vid tändstället, mycket snabbt genom att värmen överförs till den kalla massan på baksidan. Till följd av denna snabba avkylningen kan det leda till härdning, eventuellt kopplad till sprickor, och porer. Den snabba avkylningen undviks om tändningen sker direkt vid starten av svetsfogen och eventuellt uppkomna diskontinuiteter genast smälts igen. Kontakttändning ska vara det absoluta undantaget om den använda äldre svetsmaskinen inte har tändhjälp (högspänningspulständning). I detta fall sker tändningen på en kopparplatta som har lagts i fogen i närheten av starten på svetsfogen. Därifrån dras ljusbågen till den avsedda fogstarten och svetsningen startar. Vid en kontakttändning direkt på grundmaterialet kan volfram komma in i svetsgodset. Detta tänds inte på grund av den höga smältpunkten och kan senare ses som ljusa ställen på röntgenfilen på grund av den högre absorptionen av röntgenstrålar hos volfram.
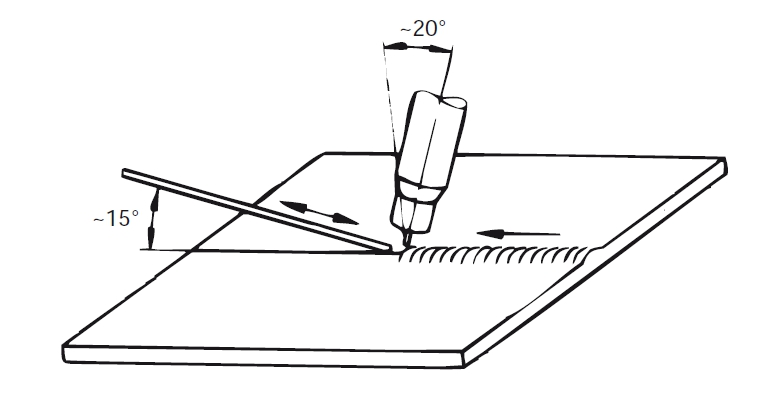
Styrning av TIG-brännaren
(se illustrationen till höger)
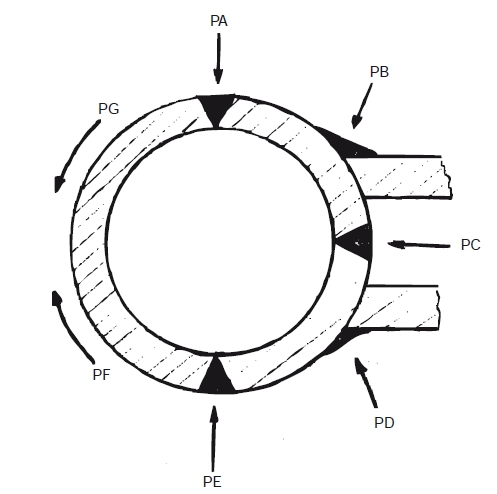
Svetsposition
SS-EN ISO 6947 betecknar svetspositionerna med PA – PG. Dessa är, när man betraktar dem uppifrån på ett rör (PA) anordnade medurs alfabetiskt. Positionen PA är den, som tidigare betecknades med vågrätt eller balja-/vannaläge i Tyskland. Därefter följer stumsvetspositionerna PC (horisontellt på den lodräta väggen) och PE (över huvudhöjd), samt kälsvetspositionerna PB (horisontell) och PD (horisontell/över huvudhöjd). Vid svetsning av plåtar betyder PF att svetsningen sker lodrätt stigande, PG är fallande fog. På röret sammanfattas dock flera positioner med dem. Positionen PF gäller när röret svetsas, med utgångspunkt över huvudhöjd, åt båda sidorna utan att vrida. Med position PG menar man på motsvarande sätt svetsning uppifrån och ner (fallande fog). TIG-svetsning kan utföras i alla positioner. Svetsdata måste därvid, precis som vid andra svetsmetoder, anpassas efter positionen.
Svetsparametrar
Den nedre gränsen för användningen av TIG-metoden ligger för stål vid ungefär 0,3 mm, för aluminium och koppar vid 0,5 mm. Uppåt begränsas användningen på sin höjd av ekonomiska gränser. Metodens smälteffekt är inte särskilt hög. Därför svetsas endast rotsträngar med TIG och övriga lager med andra metoder (manuell elektrodsvetsning, MAG) som har högre effektivitet. Vid val av svetsparametrar måste man komma ihåg att endast strömstyrkan ställs in på svetsmaskinen, ljusbågspänningen är ett resultat av längden på ljusbågen som svetsaren håller. Därmed gäller det att spänningen blir högre när ljusbågens längd ökar. Ett riktmärke för en tillräckligt hög strömstyrka för genomsvetsning är vid svetsning av stål med likström (-pol) 24 ampere per mm väggtjocklek. Vid växelströmssvetsning av aluminium behövs 40 ampere/mm.
Svetsning med strömpulser
Vid svetsning med pulsformad ström växlar strömstyrkan och spänningen ständigt i samma takt som pulsfrekvensen mellan ett lägre grundvärde och det högre pulsvärdet. Under inverkan av den höga pulsströmmen skapas inträngning i grundmaterialet och det bildas ett punktformat smältbad. Detta börjar stelna från kanten under inverkan av den följande lägre grundströmmen, tills nästa strömpuls åter smälter och ökar smältbadet. Däremellan har dock ljusbågen vandrat vidare med svetshastighet så att svetsfogen bildas av många överlappande svetspunkter vid TIG-pulssvetsning. Därmed är storleken på smältbadet i genomsnitt mindre än vid svetsning med likformig ström så att den är lättare att behärska i svåra lägen. Trots det säkerställs tillräcklig inträngning. Den beskrivna effekten inträffar dock endast när temperaturskillnaden i smältbadet är tillräckligt stor mellan grund- och pulsfasen. Detta inträffar endast vid pulsfrekvenser som ligger under ca 5 Hz. En nackdel som kan nämnas är att svetshastigheten måste minskas många gånger vid pulssvetsning. Svetsaren ser även pulseringen i det lägre frekvensområdet som ett störande flimmer från ljusbågen. Därför används denna variant av TIG-svetsning mer sällan vid manuell svetsning där svetsaren har andra möjligheter att påverka kontrollen av smältbadet än vid mekaniserad TIG-svetsning.
För lyckad TIG-svetsning behövs nedanstående utrustning:
- Svetsströmskälla
- Svetsbrännare
- Arbetsstyckesklämma/återledarklämma
- Stavelektrod
- Svetsverktyg
- Arbetsskyddskläder
Mer information om TIG-svetsning finns i vårt svetslexikon.