Grunderna för MIG/MAG-svetsning
- Allmänt om MIG/MAG-svetsning
- Strömtyp
- Tips för korrekt MIG/MAG-svetsning
- Tändning av ljusbågen
- Brännarstyrning
- Avsluta svetsningen
- Svetsparametrar
- Nödvändig utrustning
Allmän information
Det enligt ISO 857-1 för Tyskland nya överordnade begreppet för alla bågsvetsmetoder, där en trådelektrod svetsas under skyddsgas, är gasskyddad metallbågsvetsning (process nr 13). I Tyskland var tidigare det överordnade begreppet metallskyddsgassvetsning. ISO-standarden förklarar metoden som har översatts från engelskan enligt följande: Metallbågssvetsning under användning av en trådelektrod, varvid ljusbågen och smältbadet skyddas mot atmosfären genom ett gashölje från en extern källa. Beroende på typen av skyddsgas som används sker därefter indelning i metall-ädelgassvetsning (MIG), process nr 131, om en ädelgas används och metall-aktiv skyddsgassvetsning (MAG), process nr 135, om en aktiv gas används.
Som ytterligare varianter räknas även följande upp i SS-EN ISO 857-1: Kärntrådsvetsning med aktiv gas (process nr 136), kärntrådssvetsning med ädelgas (process nr 137), plasma-MIG-svetsning (process nr 151) och elektrogassvetsning (process nr 73). MIG/MAG-svetsningen kännetecknas av att en trådelektrod som förs från spolen genom en trådmatningsmotor precis före utträdet från brännaren försörjs med ström via kontaktröret så att ljusbågen kan bränna mellan trådelektrodens ände och arbetsstycket. Skyddsgasen strömmar ut från skyddsgasmunstycket, som omger trådelektroden koncentriskt.
Därmed skyddas svetsgodset mot de atmosfäriska gaserna syre, väte och kväve. Skyddsgasen har fler uppgifter utöver skyddsfunktionen. Eftersom den bestämmer ljusbågatmosfärens sammansättning påverkar den även dess elektriska ledningsförmåga och därmed svetsegenskaperna. Vidare påverkar den det bildade svetsgodsets kemiska sammansättning genom till- och avbränningsprocesserna och har alltså även en metallurgisk effekt.

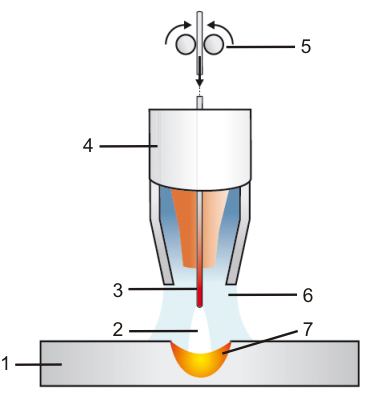
- Arbetsstycke
- Ljusbåge
- Trådelektrod
- Gasmunstycke
- Trådmatningsdrift
- Skyddsgas
- Smältbad
Strömtyp
Bortsett från senare undantag utförs MIG/MAG-svetsning med likström, varvid strömkällans pluspol ligger på elektroden och minuspolen på arbetsstycket. För några kärntrådar svetsar man ibland även med omvänd polaritet. På senare tid används även växelström för speciella fall, t.ex. för MIG-svetsning av mycket tunna aluminiumplåtar.
Tips för korrekt MIG/MAG-svetsning
MIG- eller MAG-svetsaren behöver en bra utbildning, inte bara i praktisk svetsning, utan även när det gäller metodens teoretiska egenheter. Detta bidrar till att undvika fel.
Tändning av ljusbågen
När man har tryckt på brännarknappen börjar trådelektroden röra sig med den tidigare inställda hastigheten.
Samtidigt blir den strömförande via strömreläet och skyddsgasen börjar flöda. Vid kontakt med arbetsstyckets yta uppstår en kortslutning. På grund av den höga strömtätheten vid elektrodspetsen börjar materialet att förånga vid kontaktstället och ljusbågen tänds.
Vid höga trådmatningshastigheter kan den till att börja med mycket svaga ljusbågen släckas igen på grund av det påtryckande trådmaterialet så att tändningen först lyckas efter den andra eller tredje starten.
Det är därför lämpligt att tända med minskad matningshastighet och inte öka till den egentliga trådmatningshastigheten förrän ljusbågen brinner stabilt. Moderna MIG/MAG-anläggningar erbjuder möjligheten att ställa in en så kallad ”införselhastighet”.
Tändningen ska aldrig ske utanför fogen och endast på sådana ställen som smälts igen direkt efter. Icke översvetsade tändställen kan sprickor uppstå på grund av den höga avkylningshastigheten på sådana lokalt uppvärmda ställen.
Brännarstyrning
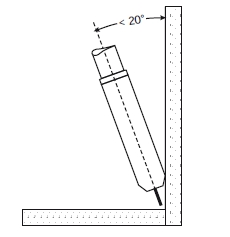
Brännaren lutas mellan 10 och 20 grader i svetsriktningen och kan styras släpande eller stickande. Dess avstånd till arbetsstycket ska vara sådant att den fria trådänden, dvs. avståndet mellan nederkanten på kontaktröret och ljusbågens ansatspunkt uppgår till ungefär 10–12 x tråddiametern [mm]. Om brännaren lutas för kraftigt är det risk för att luft sugs in i skyddsgasen.
Stickande brännarstyrning är som regel vanligt vid svetsning med massiva trådar, släpande styrning vid användning av slaggförande kärntrådar. Lätt släpande styrs brännaren vanligtvis även i positionen PG. Fallande svetsning (pos. PG) förekommer huvudsakligen vid tunnare plåtar.
Vid tjockare plåtar föreligger risken att det uppstår bindfel på grund av svetsgods som matas fram. Bindfel på grund av frammatande svetsgods kan även inträffa i andra positioner vid svetsning med för låg svetshastighet. Breda pendelrörelser, bortsett från positionen PF, ska därför helst undvikas. Den vanliga pendelformen är den öppna triangeln.
Avsluta svetsningen
Vid slutet av fogen får ljusbågen inte plötsligt stängas av och brännaren dras bort från ändkratern. Framför allt vid tjockare plåtar där det kan uppstå djupa ändkratrar i strängar med stor volym är det fördelaktigare att långsamt dra bort ljusbågen från smältbadet eller, om den använda anläggningen tillåter detta, ställa in ett ändkraterfyllnadsprogram. På de flesta anläggningar kan även en viss efterströmningstid ställas in för skyddsgasen, så att det sista ännu flytande svetsgodset kan härda under skyddsgasövertäckningen. Detta är dock endast verkningsfullt om brännaren dröjer kvar en stund i slutet av fogen.
Svetsparametrar
Den nedre gränsen för när det är möjligt att använda metoden för stumsvetsfogar ligger vid olegerat stål på ungefär 0,7 mm, vid icke rostande stål vid 1 mm och vid aluminiummaterial vid ungefär 2 mm. Rotsträngar och tunna plåtar svetsas oftast med kortbåge eller i det nedre effektområdet för pulsbåge. För fyllnads-, topp- och parallellsträngar på tjockare plåtar ställs då en högre effekt in för spray- och långbåge.
Dessa svetsarbeten kan dock även utföras med mycket låg sprutbildning med pulsbågsvetsning. Ström- och spänningsvärdena som har informationssyfte för svetsaren kan avläsas på mätinstrumenten som oftast är inbyggda i maskinerna. Vid pulssvetsning visar instrumentet det aritmetiska medelvärdet av strömstyrka och ljusbågspänning som ges av puls- och grundfasen vid den inställda pulsfrekvensen.
Tabellen kan därför även fungera som riktvärde för MIG/MAG-pulssvetsning. Om inte det finns någon inbyggd mätutrustning kan mätning ske med extern mätutrustning eller så måste svetsaren använda sig av trådmatningshastigheten som anges i tabellerna. Korrekt ljusbåglängd måste då ställas in efter vad svetsaren ser och hör.
För att lyckas med MIG/MAG-svetsningen behövs nedanstående utrustning:
Mer information om MIG/MAG-svetsning finns i vårt svetslexikon.