SVETSMETOD TIG
 activArc
activArc
Dynamisk TIG-ljusbåge med kompenserad ljusbågeffekt
activArc
Fördelar:
- Dynamisk plasmaljusbåge med noggrann och koncentrerad värmetillförsel
- Säker TIG-svetsning i alla positioner och plåttjocklekar
- Full kontroll över ljusbågens energi
- Påverkan av smältbadets viskositet
- Tydlig koncentration av energin och stigande ljusbågstryck när ljusbågen blir kortare
- Undvika fel vid häftsvetsning – volframelektroden klibbar inte vid lätt kontakt med smältbadet

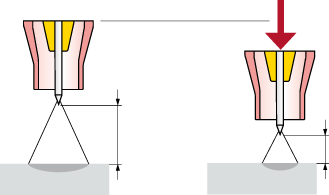
| Större avstånd ca 12 V svetsström 60 A |
Mindre avstånd ca 10,5 V svetsström 60 A |
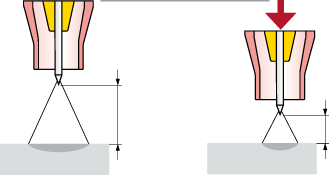
| Större avstånd ca 12 V svetsström 60 A |
Mindre avstånd ca 10,5 V svetsström 68,5 A |
activArc
Enklare svetsning
Genom att minska avståndet mellan volframelektroden och arbetsstycket under svetsningen är det möjligt att koncentrera ljusbågen med konstant energi hos ljusbågen.
Vid ändring av ljusbågens längd uppstår spänningsförändringar och till följd härav effektvariationer i ljusbågen.
Med activArc kompenseras effektvariationerna i ljusbågen när ljusbågens längd ändras. Svetsströmmen ökas när ljusbågen blir kortare och minskar när ljusbågen blir längre.
Fördelar
Höga kostnadsbesparingar:
- Snabbare svetsning genom fokuserad ljusbåge
- Mindre efterarbete på grund av minskade anlöpningsfärger på arbetsstycket
- Bättre rotbearbetning
- Djupare inträngning
- Koncentrerad värmeinträngning
Svetsresultat av högsta kvalitet:
- Minimera felen vid häftsvetsning – förhindra volframinneslutningar
- Låg materialdeformering
- Förbättrad TIG-ljusbågsstabilitet särskilt vid låga strömmar
- activArc-egenskaper kan ställas in för varje materialtjocklek
Fördelar i kombination med metallurgisk pulsning:
- Exaktare, fokuserad ljusbåge med ännu högre effekt
- Ljusbågens plasmatryck ökar
- Snabbare svetsning vid manuella och automatiska lösningar
- Säker jämn inträngning
- Reducerade värmepåverkningszoner
- Ändringar av ljusbågens längd har knappt någon negativ inverkan på svetsresultatet – särskilt vid manuell svetsning – konstant ljusbågsenergi

 tigSpeed
tigSpeed
TIG-het- och kalltrådsvetsning
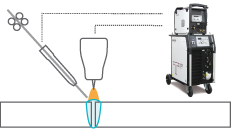
Dynamiskt trådmatningssystem
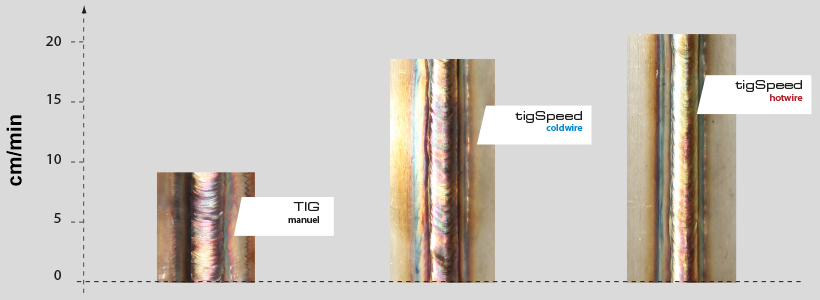
Den kontinuerliga trådmatningen överlagras av en framåt-/bakåtrörelse hos tråden. Svetsprocessen är särskilt stabil vid samtidigt hög smälteffekt. tigSpeed-system finns i utförandena kalltråd (coldwire) och hettråd (hotwire) både för manuell- och automatisk drift.
Video
tigSpeed
TIG-het- och kalltrådsvetsning
Dynamiskt trådmatningssystem
tigSpeed
Fördelar:
- Perfekt lätthanterligt smältbad även i svåra lägen (t.ex. stigande position)
- Särskilt höga svetshastigheter – ungefär som vid MIG/MAG-svetsning, dock sprutfri och med låga utsläpp
- Reducerad värmeinträngning, minimerad deformering, liten krympning av komponenterna och förbättrade slagprovsvärden
- Belastningsfri svetsning tack vare lätt hantering och bekvämare arbetspositioner

Kall- och hettrådsvetsning:
- Upp till 60 % högre smälteffekt*
- Högre fogkvalitet* tack vare tydligt reducerad uppblandning vid fyllnadssvetsning
- Belastningsfri svetsning* tack vare lätt hantering och bekvämare arbetspositioner
* jämfört med manuell TIG-svetsning
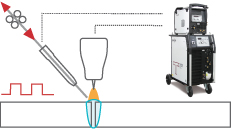
tigSpeed: Framåt-/reverseringsrörelse:
- Idealisk för svetsning i svåra lägen
- Perfekt hanterbart smältbad genom överlagrad framåt-/reverseringsrörelse av svetstråden
- Optimal fogbild med modellerbart strängutseende tack vare steglöst inställbar frekvens på trådens framåt-/bakåtrörelse
- Säker svetsning av rotsträngar med hög svetshastighet
tigSpeed
Jämförelse av svetshastigheter
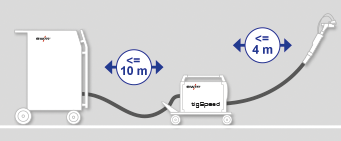
Aktionsradie upp till 14 m:
- Flexibel genom individuellt anpassningsbara slangpaketlängder
- Mobil genom körvagnar som tillsats
- Bästa skydd för mellanslangpaketet genom dragavlastning
- Användningsområden: Låg-, mellan- och höglegerade ämnen; CrNi; nickelbaslegeringar, koppar och kopparlegeringar; aluminium och aluminiumlegeringar; specialmetaller P91/P92
Mer produktinformation och tekniska data om tigSpeed-systemet finns här:
tigSpeed oscillation drive 45 coldwire
tigSpeed oscillation drive 45 hotwire
tigSpeed continuous drive 45 coldwire
tigSpeed continuous drive 45 hotwire

 spotArc
spotArc
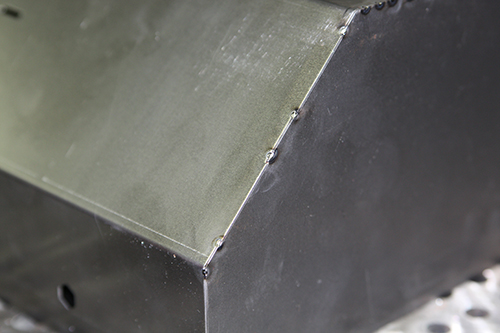
TIG-spotArc®-punktsvetsning

Perfekt ytbildning:
- Planare punktbildning jämfört med MAG-punktsvetsning
- Utmärkta egenskaper hos punktförbandet genom minimal värmetillförsel
- Mycket små termiska spänningar och liten deformering pga. korta svetstider
- Optimalt för synliga fogar på grund av fogens snygga utseende
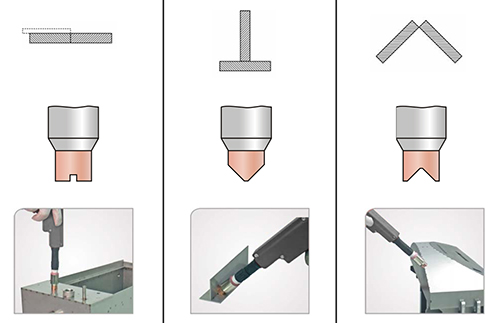
Passande dysform för alla tillämpningar
 forceTig
forceTig
TIG-svetsprocess med kraftigt fokuserad ljusbåge för bättre inträngning och högre svetshastigheter. Med svetsmetoden forceTig tränger EWM in på nya områden inom TIG-svetsningen. Med sin starkt koncentrerade ljusbåge ger svetsmetoden en märkbart högre energitäthet i smältan och mycket höga svetshastigheter.
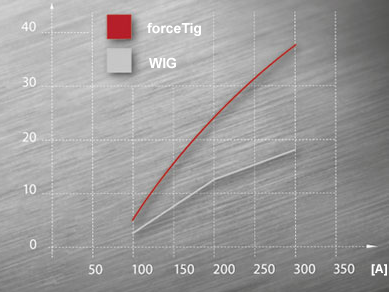
Jämförelse ljusbågstryck TIG/forceTig

forceTig
Fördelar:
- Mindre sträckenergi tack vare den starkt fokuserade TIG-ljusbågen med hög energitäthet, vid högre svetshastighet
- Svetsning av en sträng i tunnare och tjockare plåtar möjlig
- För helmekaniserade och automatiserade tillverkningsprocesser
- 100 % reproducerbar TCP, perfekt för automatiserade användningar
- Hög brännareffekt – 800 A vid 100 % intermittens
- Enkelt elektrodbyte utan mallar genom definierad, kalibrerad geometri
- Mycket hög strömbelastningsförmåga, hög strömtäthet
- Stabilt utförande av svetsbrännaren för bättre kraschsäkerhet
- Sluten, högeffektiv kylkrets
- Låga anskaffningskostnader och låg energiförbrukning
- Kall-/hettrådstillämpningar
Video
Youtube-Video
EWM SVETSMETOD TIG: forceTig