METODA SPAWANIA TIG
 activArc
activArc
Dynamiczny luk TIG z kompensacja mocy luku
activArc
Zalety:
- Dynamiczny luk TIG zapewnia dokladny i skoncentrowany doplyw ciepla
- Niezawodne spawanie metoda TIG przy wszystkich grubosciach blach i we wszystkich pozycjach
- Pelna kontrola energii luku
- Wplyw na lepkosc jeziorka spawalniczego
- Wyrazne skupienie energii i wzrost cisnienia luku przy coraz krótszym luku
- Unikanie bledów podczas spawania sczepnego – elektroda wolframowa nie klei sie przy lekkim zetknieciu z jeziorkiem spawalniczym

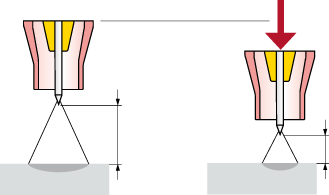
| Duzy odstep ok. 12 V prad spawania 60 A |
Maly odstep ok. 10,5 V prad spawania 60 A |
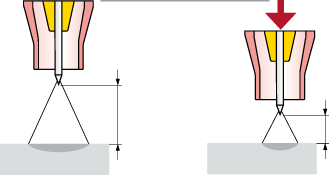
| Duzy odstep ok. 12 V prad spawania 60 A |
Maly odstep ok. 10,5 V prad spawania 68,5 A |
activArc
Proste spawanie
Zmniejszenie odstepu miedzy elektroda wolframowa a obrabianym przedmiotem podczas spawania umozliwia koncentracje luku ze stala energia luku.
W przypadku zmiany dlugosci luku nastepuje zmiana napiecia i tym samym wahania mocy luku.
W przypadku activArc przy zmianie dlugosci luku nastepuje kompensacja wahan mocy luku. Prad spawania wzrasta przy skracaniu luku, a spada przy wydluzaniu luku.
Zalety
Wysoka oszczednosc kosztów:
- Szybkie spawanie zapewnione przez skupiony luk
- Mniejszy naklad prac dodatkowych dzieki redukcji przebarwien na obrabianym przedmiocie
- Lepsza, trwala spoina
- Glebokie wtopienie
- Skoncentrowany doplyw ciepla
Wysokiej jakosci wynik spawania:
- Minimalizacja bledów podczas spawania sczepnego – unikniecie wtracen wolframu
- Male odksztalcenie materialu
- Lepsza stabilnosc luku TIG zwlaszcza przy nizszych wartosciach natezenia pradu
- Wlasciwosci activArc z mozliwoscia dostosowania do kazdej grubosci materialu
Korzysci w polaczeniu z impulsami metalurgicznymi:
- Precyzyjny, skupiony luk z jeszcze wyzsza gestoscia mocy
- Wyzsze cisnienie plazmy luku
- Szybkie spawanie w rozwiazaniach recznych i zautomatyzowanych
- Bezpieczne, równomierne wtopienie
- Redukcja stref wplywu ciepla
- Zmiany dlugosci luku nie maja prawie zadnego negatywnego wplywu na rezultat spawania – zwlaszcza przy spawaniu recznym – stala energia luku

 tigSpeed
tigSpeed
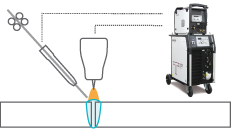
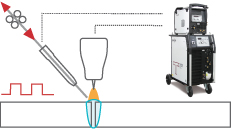
Spawanie metoda TIG z goracym i zimnym drutem
Dynamiczny system podawania drutu
Ciagle podawanie drutu zostaje zastapione przez ruch drutu do przodu/do tylu. Niezwykle stabilny proces spawania przy jednoczesnie wysokiej wydajnosci stapiania. Systemy tigSpeed sa dostepne w wersji do spawania z zimnym drutem (coldwire) i goracym drutem (hotwire) zarówno w trybie recznym jak i zautomatyzowanym.
Video
tigSpeed
Spawanie metoda TIG z goracym i zimnym drutem
Dynamiczny system podawania drutu
tigSpeed
Zalety:
- Perfekcyjna kontrola jeziorka spawalniczego równiez w pozycjach wymuszonych (np. pozycja pionowa w góre)
- Niezwykle wysokie predkosci spawania – podobnie do spawania MIG/MAG, ale bez rozprysków i przy niskiej emisji
- Zredukowany doplyw ciepla, mniejsze odksztalcenia, mniejsze kurczenie sie elementów i lepsza udarnosc
- Spawanie bez zmeczenia dzieki latwiejszej obsludze i wygodniejszym pozycjom pracy

Spawanie z zimnym i goracym drutem:
- Do 60% wyzsza wydajnosc stapiania*
- Wyzsza jakosc spoiny* dzieki wyraznie zredukowanemu rozcienczeniu przy claddingu
- Spawanie bez zmeczenia* dzieki latwiejszej obsludze i wygodniejszym pozycjom pracy
* w porównaniu do spawania recznego metoda TIG
tigSpeed: Ruch drutu do przodu/do tylu:
- Idealny do spawania w pozycjach wymuszonych
- Perfekcyjna kontrola jeziorka spawalniczego dzieki nadrzednemu ruchowi drutu spawalniczego do przodu/do tylu
- Optymalny wyglad spoiny z modelowanym pofaldowaniem dzieki bezstopniowej regulacji czestotliwosci ruchu drutu do przodu/do tylu
- Niezawodne spawanie warstw graniowych z duza predkoscia spawania
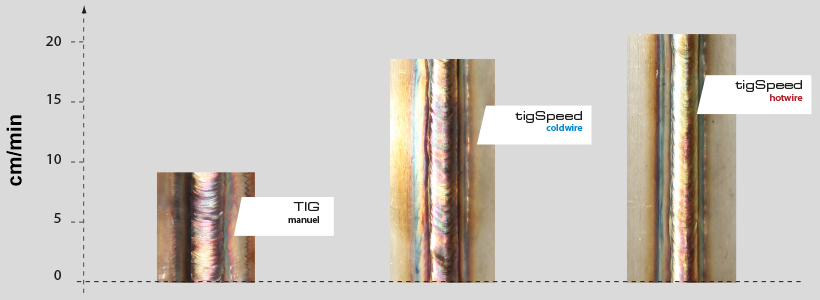
tigSpeed
Porównanie predkosci spawania
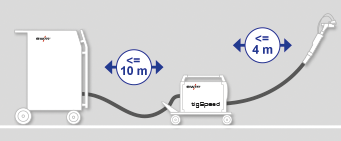
Promien dzialania do 14 m:
- Elastycznosc dzieki indywidualnie dobieranym dlugosciom wiazek przewodów
- Mobilnosc dzieki opcjonalnemu wózkowi transportowemu
- Najlepsza ochrona zespolonych przewodów posrednich dzieki zabezpieczeniu przed wyrwaniem
- Przeznaczenie: Materialy niskostopowe, sredniostopowe i wysokostopowe; CrNi; stopy na bazie niklu, miedz i stopy miedzi; aluminium i stopy aluminium; metale specjalne P91/P92
Wiecej informacji o produktach i danych technicznych dotyczacych systemu tigSpeed znajduje sie tu:
tigSpeed oscillation drive 45 coldwire
tigSpeed oscillation drive 45 hotwire
tigSpeed continuous drive 45 coldwire
tigSpeed continuous drive 45 hotwire

 spotArc
spotArc
TIG-spotArc®-punktsvetsning

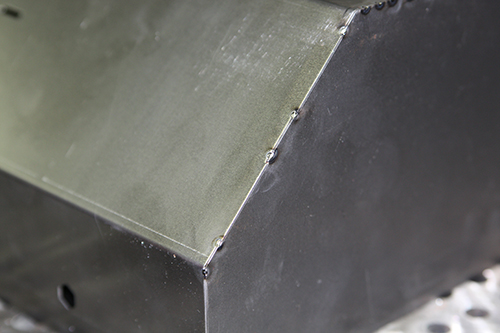
Perfekcyjne ksztaltowanie powierzchni:
- Bardziej plaskie punkty w porównaniu do spawania punktowego MAG
- Doskonale wlasciwosci laczenia punktowego dzieki minimalnemu doplywowi ciepla
- Bardzo male napiecie termiczne i nieduze odksztalcenia dzieki krótkim czasom spawania
- Optymalnie nadaje sie do polaczen w widocznych miejscach dzieki estetycznemu wygladowi spoiny
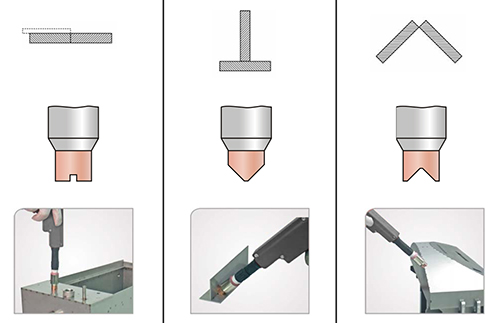
Do kazdego zastosowania odpowiedni ksztalt dyszy
 forceTig
forceTig
Spawanie TIG z wykorzystaniem szczególnie mocno skupionego luku to lepsze wtopienie i wieksze predkosci spawania. Dzieki opatentowanej metodzie spawania forceTig firmie EWM udalo sie wkroczyc na dotychczas nieznane obszary spawania metoda TIG. Ta metoda laczenia pozwala na uzyskanie niebywale skoncentrowanego luku o znacznie wyzszej gestosci energii w jeziorku spawalniczym oraz wiekszych predkosci spawania.
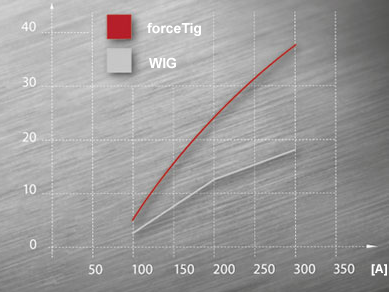
Porównanie cisnienia luku TIG/forceTig

forceTig
Zalety:
- Mniejsza energia liniowa dzieki mocno skoncentrowanemu lukowi TIG o duzej gestosci energii, przy wyzszej predkosci spawania
- Mozliwosc spawania jednowarstwowych blach o malej i duzej grubosci
- Do w pelni zmechanizowanych i zautomatyzowanych procesów produkcji
- W 100% odtwarzalny strumieniowy protokól komunikacji TCP, doskonaly do zastosowan zautomatyzowanych
- Duza moc palnika - 800 A przy 100% CP
- Latwa wymiana elektrody bez potrzeby justowania dzieki okreslonej, skalibrowanej geometrii
- Bardzo wysoka obciazalnosc pradowa, duza gestosc pradu
- Stabilna konstrukcja uchwytu spawalniczego dla wiekszego bezpieczenstwa
- Zamkniety, wysoce wydajny obieg chlodzenia
- Niskie koszty zakupu i zuzycie energii
- Zastosowanie drutu zimnego/goracego
Video
Youtube-Video
EWM METODA SPAWANIA TIG: forceTig