Materiały do spawania metodą TIG
- Cechy szczególne różnych materiałów
- Stale niestopowe i niskostopowe
- Austenityczne stale CrNi
- Aluminium i jego stopy
- Miedź i stopy miedzi
- Inne materiały
Cechy szczególne różnych materiałów
Jak już wspomniano, metoda TIG może być stosowana do spawania szerokiej gamy materiałów. Niektóre z nich są spawane prądem stałym, a inne prądem przemiennym. Poniżej znajdą Państwo więcej informacji na temat szczególnych uwarunkowań związanych ze spawaniem różnych materiałów.
Stale niestopowe i niskostopowe
 Stale te można łączyć za pomocą różnych metod spawania. Podczas wyboru metody spawania najczęściej bierze się jednak pod uwagę mniej względy jakościowe, a bardziej względy ekonomiczne. Dlatego proces TIG w przypadku tych stali jest stosowany nieco rzadziej z powodu jego mniejszej wydajności. Wyjątkiem jest spawanie warstw graniowych. W przypadku grubości ścian wynoszącej ok. 6 mm często tylko grań jest spawana metodą TIG, a pozostałe warstwy są nanoszone wydajniejszymi metodami. Innym wyjątkiem jest spawanie rurociągów o mniejszych średnicach. Nie ma tu lepszej metody niż proces TIG. Szczególną cechą jest tu możliwość powstawania porów, np. w przypadku niestopowych stali rurowych (np. P235) o niskiej zawartości krzemu lub podczas wtapiania takich rur w dno kotła. Również w przypadku stali głębokotłocznej uspokojonej aluminium mogą występować pory, jeżeli spawanie odbywa się z wykorzystaniem małej ilości materiału dodatkowego. Pobór tlenu z atmosfery, który występuje w pewnym stopniu nawet podczas spawania w osłonie gazów powoduje, że spawany materiał nie jest uspokojony i mogą w nim występować pory wskutek tworzenia się tlenku węgla. Można temu zapobiec stosując większą ilość materiału dodatkowego z dodatkami stopowymi Si i Mn, dzięki którym tlen zostaje związany w sposób nieszkodliwy dla procesu spawania.
Stale te można łączyć za pomocą różnych metod spawania. Podczas wyboru metody spawania najczęściej bierze się jednak pod uwagę mniej względy jakościowe, a bardziej względy ekonomiczne. Dlatego proces TIG w przypadku tych stali jest stosowany nieco rzadziej z powodu jego mniejszej wydajności. Wyjątkiem jest spawanie warstw graniowych. W przypadku grubości ścian wynoszącej ok. 6 mm często tylko grań jest spawana metodą TIG, a pozostałe warstwy są nanoszone wydajniejszymi metodami. Innym wyjątkiem jest spawanie rurociągów o mniejszych średnicach. Nie ma tu lepszej metody niż proces TIG. Szczególną cechą jest tu możliwość powstawania porów, np. w przypadku niestopowych stali rurowych (np. P235) o niskiej zawartości krzemu lub podczas wtapiania takich rur w dno kotła. Również w przypadku stali głębokotłocznej uspokojonej aluminium mogą występować pory, jeżeli spawanie odbywa się z wykorzystaniem małej ilości materiału dodatkowego. Pobór tlenu z atmosfery, który występuje w pewnym stopniu nawet podczas spawania w osłonie gazów powoduje, że spawany materiał nie jest uspokojony i mogą w nim występować pory wskutek tworzenia się tlenku węgla. Można temu zapobiec stosując większą ilość materiału dodatkowego z dodatkami stopowymi Si i Mn, dzięki którym tlen zostaje związany w sposób nieszkodliwy dla procesu spawania.
Austenityczne stale CrNi
Te materiały szczególnie dobrze nadają się do spawania metodą TIG, ponieważ dzięki korzystnej lepkości spawanego materiału powstają drobno żebrowane, gładkie ściegi wierzchnie oraz płaskie dna grani. Wskutek względnie niskiej prędkości spawania w procesie TIG oraz niskiej przewodności cieplnej stali CrNi, przy niewielkich grubościach ścian łatwo mogą jednak występować przegrzania. Istnieje wtedy ryzyko powstawania pęknięć na gorąco, a także mniejszej odporności korozyjnej. Przegrzaniu można w razie potrzeby zapobiec poprzez przerywanie pracy, aby materiał mógł ostygnąć, lub schładzając spawany materiał. W ten sposób zmniejsza się również odkształcenie, które w stalach CrNi z powodu większego współczynnika rozszerzalności jest większe niż w przypadku stali niestopowych. W przypadku elementów narażonych na korozję po spawaniu, powierzchnia i spoina oraz warstwy tlenków i odbarwienia pozostające po obu stronach na materiale podstawowym muszą zostać dokładnie usunięte poprzez szczotkowanie, obróbkę strumieniową, szlifowanie lub bejcowanie, zanim rozpocznie się eksploatacja elementu. W przeciwnym wypadku pod tymi powłokami nastąpią przyśpieszone procesy korozyjne. Dotyczy to również strony graniowej podczas spawania rur. Ze względu na to, że obróbka mechaniczna jest tu utrudniona, zaleca się, aby zapobiec utlenianiu poprzez zastosowanie podkładki pod grań.
Aluminium i jego stopy
 Podczas spawania materiałów aluminiowych, poza wyjątkami, które zostaną później omówione, do spawania używany jest prąd przemienny. Jest to konieczne, aby usunąć łatwo topliwą warstwę tlenku z elementu. Tlenek glinu (Al2O3) ma temperaturę topnienia ok. 2050°C. Materiał podstawowy, np. czyste aluminium, topi się z kolei już przy 650°C. Aluminium ulega szybkiemu utlenianiu, wskutek czego nawet, jeżeli powłoka materiału podstawowego przed spawaniem została oczyszczona poprzez szczotkowanie lub skrobanie, na powierzchni szybko tworzy się nowa warstwa tlenku. Z powodu wysokiej temperatury topnienia, topi się ona częściowo jedynie pod samym łukiem. Przeważająca część powierzchni spoiny podczas spawania prądem stałym (biegun -) byłaby więc pokryta stałą warstwą tlenku glinu. Obserwacja jeziorka byłaby wtedy niemożliwa, a stosowanie materiału dodatkowego utrudnione. Wprawdzie można by usunąć warstwę tlenku poprzez zastosowanie topników, podobnie jak przy lutowaniu, konieczny byłby jednak dodatkowy nakład pracy.
Podczas spawania materiałów aluminiowych, poza wyjątkami, które zostaną później omówione, do spawania używany jest prąd przemienny. Jest to konieczne, aby usunąć łatwo topliwą warstwę tlenku z elementu. Tlenek glinu (Al2O3) ma temperaturę topnienia ok. 2050°C. Materiał podstawowy, np. czyste aluminium, topi się z kolei już przy 650°C. Aluminium ulega szybkiemu utlenianiu, wskutek czego nawet, jeżeli powłoka materiału podstawowego przed spawaniem została oczyszczona poprzez szczotkowanie lub skrobanie, na powierzchni szybko tworzy się nowa warstwa tlenku. Z powodu wysokiej temperatury topnienia, topi się ona częściowo jedynie pod samym łukiem. Przeważająca część powierzchni spoiny podczas spawania prądem stałym (biegun -) byłaby więc pokryta stałą warstwą tlenku glinu. Obserwacja jeziorka byłaby wtedy niemożliwa, a stosowanie materiału dodatkowego utrudnione. Wprawdzie można by usunąć warstwę tlenku poprzez zastosowanie topników, podobnie jak przy lutowaniu, konieczny byłby jednak dodatkowy nakład pracy.
Podczas spawania prądem przemiennym istnieje możliwość rozerwania i usunięcia warstwy tlenku przez nośnik ładunków w łuku. W grę wchodzą w tym przypadku wyłącznie jony, ponieważ elektrony z powodu niewielkiej masy nie posiadają dostatecznej energii kinetycznej. Jeżeli do elektrody przyłożony jest biegun ujemny, elektrony wędrują od elektrody do obrabianego przedmiotu, a jony resztkowe od obrabianego przedmiotu do elektrody. Efekt oczyszczania przy tym ustawieniu biegunów nie jest możliwy do osiągnięcia. Przy odwrotnym ustawieniu biegunów ciężkie jony trafiają na powierzchnię obrabianego przedmiotu. Ich energia kinetyczna może naderwać i usunąć warstwę tlenku. Spawanie przy gorącym biegunie dodatnim skutkowałoby jednak niską obciążalnością prądową elektrody. Ten wariant spawania metodą TIG jest zatem przydatny wyłącznie do spawania bardzo cienkich struktur aluminiowych (o grubości ścianki do ok. 2,5 mm). Kompromis oferuje prąd przemienny. Gdy do elektrody przylega półfala dodatnia, następuje efekt oczyszczania. W następującej po niej półfali ujemnej elektroda może ulec ponownemu schłodzeniu. Mamy wówczas do czynienia z półfalą czyszczącą i chłodzącą. Obciążalność prądowa przy spawaniu prądem przemiennym jest niższa niż w przypadku spawania prądem stałym przy biegunie ujemnym. Jest ona jednak znacznie wyższa niż przy spawaniu przy biegunie dodatnim. Okazało się, że do osiągnięcia dostatecznego efektu oczyszczania nie jest wymagana cała półfala dodatnia, lecz jedynie jej 20 lub 30%.
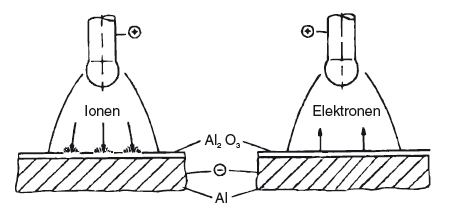
| Czyszczenie przez energię kinetyczną | Elektroda przy biegunie dodatnim |
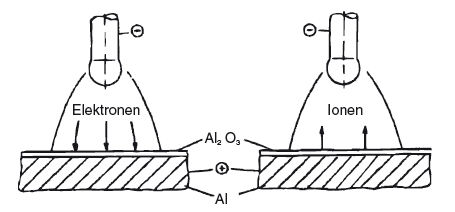
| Brak czyszczenia | Elektroda przy biegunie ujemnym |
Problem ten rozwiązano korzystając z nowoczesnych źródeł prądu spawania TIG. Wytwarzają one prąd przemienny o fali prostokątnej powstający dzięki temu, że szybko działające przełączniki (tranzystory) przełączają na elektrodzie biegun dodatni i ujemny źródła prądu stałego. Można przy tym zmieniać proporcje obu części fali np. od 20% plus / 80% minus do 80% plus / 20% minus. Mniejszy udział części dodatniej fali powoduje większe obciążenie prądem elektrody, a takie same ustawienie obu części fali dłuższą trwałość. W przypadku tzw. źródeł prądu o fali prostokątnej „square wave”, najczęściej można również sterować częstotliwością prądu przemiennego np. między 50 a 300 Hz. Zwiększenie częstotliwości pozwala również oszczędzać elektrodę.
W przypadku tzw. źródeł prądu o fali prostokątnej „square wave”, najczęściej można również sterować częstotliwością prądu przemiennego np. między 50 a 300 Hz. Zwiększenie częstotliwości pozwala również oszczędzać elektrodę.
Prąd przemienny o fali prostokątnej ma jednak jeszcze jedną zaletę. Ponieważ charakterystyka przepływu prądu przy zmianie biegunowości jest bardzo stroma, czasy wygaszenia łuku przy przejściu przez zero są znacznie krótsze, niż w przypadku charakterystyki sinusoidalnej. Dlatego ponowne zajarzenie następuje w sposób bardziej niezawodny, nawet bez pomocy, a łuk jest stabilniejszy. Ponowne zajarzenia powodują jednak silniejszy odgłos buczenia. Nowoczesne źródła prądu spawania TIG umożliwiają spawanie zarówno prądem stałym, jak i prądem przemiennym o charakterystyce prostokątnej lub sinusoidalnej. Jeszcze nowszą metodą jest wariant spawania TIG elektrodą podłączoną do bieguna ujemnego, gdzie stosowany jest gaz osłonowy o dużej zawartości helu (np. 90% He/10% Ar). Jak wyjaśniono powyżej, podczas spawania elektrodą podłączoną do bieguna ujemnego nie można zerwać warstwy tlenkowej. Dzięki wysokiej temperaturze wysokoenergetycznego łuku helowego można ją jednak stopić. Wtedy nie zakłóca ona procesu spawania. Spawanie TIG prądem stałym za pomocą elektrody podłączonej do bieguna ujemnego z wykorzystaniem helu, dzięki lepszemu wtopieniu jest stosowane zwłaszcza do spawania naprawczego w elementach odlewanych wykonanych ze stopów aluminium i krzemu.
Inną cechą szczególną charakterystyczną dla spawania aluminium jest jego tendencja do tworzenia porów w kontakcie z wodorem. Ryzyko wystąpienia tego zjawiska jest dużo wyższe, niż w przypadku stali. Podczas gdy żelazo przy przejściu ze stanu płynnego w stały może jeszcze przyjąć od 8 cm3 wodoru na 100 g spawanego materiału, to w aluminium stałym wodór niemal się nie rozpuszcza. Oznacza to, że cały wodór, który rozpuścił się w materiale podczas spawania, musi go opuścić przed jego zastygnięciem. W przeciwnym wypadku w spawanym materiale powstaną pory.
 Wodór podczas spawania metodą TIG pochodzi głównie z warstw tlenkowych materiału podstawowego. Wiążą one wilgoć i dlatego muszą być usuwane przed spawaniem poprzez szczotkowanie lub skrobanie. Z drugiej strony łuk jest spokojniejszy, jeżeli na powierzchni znajduje się cienka warstwa tlenku, ponieważ lepiej przewodzi ona elektrony, niż czysty metal. Dlatego trzeba znaleźć równowagę między stabilnym łukiem a wystarczającą odporność na powstawanie porów. Korzystne okazało się dokładne oczyszczenie powierzchni spawanego materiału z tlenków, a następnie odczekanie przed spawaniem kolejnych 1–2 godzin, aż ponownie utworzy się cienka warstwa tlenku. Również warstwy tlenków powstające na powierzchni prętów spawalniczych przyczyniają się do tworzenia się porów. Dlatego materiały dodatkowe z aluminium muszą być przechowywane w dobrych warunkach i niezbyt długo.
Wodór podczas spawania metodą TIG pochodzi głównie z warstw tlenkowych materiału podstawowego. Wiążą one wilgoć i dlatego muszą być usuwane przed spawaniem poprzez szczotkowanie lub skrobanie. Z drugiej strony łuk jest spokojniejszy, jeżeli na powierzchni znajduje się cienka warstwa tlenku, ponieważ lepiej przewodzi ona elektrony, niż czysty metal. Dlatego trzeba znaleźć równowagę między stabilnym łukiem a wystarczającą odporność na powstawanie porów. Korzystne okazało się dokładne oczyszczenie powierzchni spawanego materiału z tlenków, a następnie odczekanie przed spawaniem kolejnych 1–2 godzin, aż ponownie utworzy się cienka warstwa tlenku. Również warstwy tlenków powstające na powierzchni prętów spawalniczych przyczyniają się do tworzenia się porów. Dlatego materiały dodatkowe z aluminium muszą być przechowywane w dobrych warunkach i niezbyt długo.
Miedź i jej stopy
 Spawanie miedzi jest utrudnione głównie przez jej bardzo dużą przewodność cieplną. Dlatego w przypadku materiałów o większej grubości konieczne jest podgrzanie materiału przynajmniej w miejscu rozpoczęcia spoiny. Później pojawi się efekt podgrzewania dalszych części materiału przez trwające spawanie, dzięki czemu podgrzanie materiału na dużej powierzchni jest konieczne tylko w przypadku grubości ścianek przekraczających 5 mm. Metoda TIG umożliwia wykorzystanie do podgrzewania samego łuku. W tym celu należy krążyć wydłużonym łukiem wokół punktu, w którym rozpocznie się spawanie, w celu wprowadzenia odpowiedniej ilości ciepła. Czysta miedź i liczne stopy miedzi są spawane prądem stałym oraz elektrodą podłączoną do bieguna ujemnego. Tylko niektóre brązy, takie jak mosiądz i brązal muszą być spawane raczej prądem przemiennym.
Spawanie miedzi jest utrudnione głównie przez jej bardzo dużą przewodność cieplną. Dlatego w przypadku materiałów o większej grubości konieczne jest podgrzanie materiału przynajmniej w miejscu rozpoczęcia spoiny. Później pojawi się efekt podgrzewania dalszych części materiału przez trwające spawanie, dzięki czemu podgrzanie materiału na dużej powierzchni jest konieczne tylko w przypadku grubości ścianek przekraczających 5 mm. Metoda TIG umożliwia wykorzystanie do podgrzewania samego łuku. W tym celu należy krążyć wydłużonym łukiem wokół punktu, w którym rozpocznie się spawanie, w celu wprowadzenia odpowiedniej ilości ciepła. Czysta miedź i liczne stopy miedzi są spawane prądem stałym oraz elektrodą podłączoną do bieguna ujemnego. Tylko niektóre brązy, takie jak mosiądz i brązal muszą być spawane raczej prądem przemiennym.
Inne materiały
Poza już omawianymi materiałami, metodą TIG często spawany jest również nikiel i jego stopy. Najważniejszymi z nich są stopy niklowo-chromowe (np. inconel) oraz stopy niklu / miedzi (np. monel). Ponadto metodą TIG spawany jest tytan oraz stopy tytanu. Również w przypadku tych materiałów zalecane jest stosowanie prądu stałego z elektrodą podłączoną do bieguna ujemnego. Podczas spawania tytanu, gaz osłonowy musi chronić jednak nie tylko same okolice spoiny, lecz również dalsze miejsca i ewentualnie odwrotną stronę materiału należy zabezpieczać gazem osłonowym, aby zapobiec przebarwieniom. W przeciwnym wypadku spawany element będzie kruchy z powodu nasycenia gazami atmosferycznymi.