Podstawy spawania elektrodą otuloną (MMA)
- Ogólne informacje na temat spawania elektrodą otuloną
- Rodzaj prądu
- Typ elektrody
- Właściwości typu otuliny
- Prawidłowe spawanie elektrodą otuloną
- Zajarzenie łuku
- Prowadzenie elektrody
- Efekt elektromagnetycznego odchylenia łuku
- Parametr spawania
- Natężenia prądu w zależności od średnicy elektrody
- Wymagane wyposażenie
Informacje ogólne
Spawanie elektrodą otuloną (numer procesu 111) zalicza się do metod spawania, a dokładniej do metod spawania łukowego elektrodą topliwą. Norma ISO 857-1 (wydanie z 1998 roku) wyjaśnia procesy spawania tej grupy, posiłkując się tłumaczeniem z języka angielskiego, w następujący sposób:
Spawanie łukowe elektrodą topliwą: Spawanie łukiem elektrycznym przy wykorzystaniu zużytej elektrody. Spawanie łukowe elektrodą topliwą bez osłony gazowej: Proces spawania łukowego elektrodą topliwą bez dodawanego z zewnątrz gazu osłonowego i ręczne spawanie łukowe elektrodą topliwą: Ręczne spawanie łukowe elektrodą topliwą przy zastosowaniu osłoniętej elektrody.
W Niemczech ostatnio wymienioną metodę nazywamy spawaniem ręcznym łukowym lub w skrócie spawaniem elektrodami otulonymi (potocznie spawaniem elektrodowym). W obszarze anglojęzycznym metoda ta jest znana pod skrótem MMA lub MMAW (Manual Metal Arc Welding). Metoda ta charakteryzuje się tym, że łuk pali się pomiędzy elektrodą topliwą a jeziorkiem spawalniczym. Brak jest zewnętrznej ochrony, osłonę przed atmosferą tworzy elektroda. Elektroda stanowi nośnik łuku i dodatek spawalniczy. Osłonę tworzy żużel i/lub gaz osłonowy, które m.in. chronią przechodzącą kroplę i jeziorko spawalnicze przed dopływem gazów atmosferycznych, czyli tlenu, azotu i wodoru.

Rodzaj prądu
Do spawania ręcznego łukiem elektrycznym (spawania elektrodami otulonymi ) można zasadniczo stosować zarówno prąd stały, jak i prąd przemienny, jednak nie wszystkie typy osłon elektrod prętowych poddają się spawaniu przy sinusoidalnym prądzie przemiennym, np. nie elektrody czysto zasadowe. Podczas spawania przy prądzie stałym w większości typów elektrod biegun minusowy jest podłączany do elektrody, a biegun dodatni do obrabianego przedmiotu. Wyjątek stanowią także w tym przypadku elektrody zasadowe. Spawanie przy biegunie dodatnim jest wtedy prostsze. Podobnie jest w przypadku określonych elektrod celulozowych. Więcej na ten temat można przeczytać w ustępie dotyczącym typ elektrod. Elektroda to narzędzie pracy spawacza. Prowadzi on zajarzony na niej łuk w szczelinie spawania i stapia przy tym krawędzie spoiny przedstawione na rysunku 2. W zależności od rodzaju spoiny i grubości materiału podstawowego wymagane są różne wartości natężenia prądu. Ponieważ obciążalność prądowa elektrod jest ograniczona w zależności od ich średnicy i długości, elektrody prętowe są dostępne w różnych średnicach i długościach. Tabela 1 wskazuje wymiary określone w normie DIN EN 759. Wraz ze wzrostem średnicy pręta rdzeniowego można zastosować wyższe prądy spawania.
Typy elektrod
Dostępne są elektrody prętowe z osłonami o różnym składzie. Struktura osłony określa charakter topliwości elektrody, jej właściwości spawalnicze i wartości jakości stopiwa (więcej informacji znajduje się w ustępie „Dobór elektrody do celu zastosowania” . Zgodnie z normą DIN EN 499 w elektrodach prętowych do spawania stali niestopowych stosowane są różne wskazane typy osłon. Należy przy tym rozróżnić między typami podstawowymi a mieszanymi. Litery stosowane w oznaczeniu pochodzą od pojęć zaczerpniętych z języka angielskiego. Litera C=cellulose (celuloza), A=acid (kwaśny), R=rutile (rutylowy) i B=basic (zasadowy). W Niemczech typ rutylu odgrywa dominującą rolę. Elektrody prętowe mogą posiadać otulinę cienką, średnią lub grubą. W przypadku elektrod rutylowych , które są stosowane we wszystkich trzech grubościach otulin, elektrody z grubą otuliną dla lepszego rozróżnienia są oznaczone literami RR. W przypadku stopowych i wysokostopowych elektrod prętowych nie występuje ta różnorodność typów otulin. W przypadku elektrod prętowych do spawania stali nierdzewnych, które są określone w normie DIN EN 1600, rozróżnia się np. tylko elektrody rutylowe i typy zasadowe, podobnie w przypadku elektrod prętowych do spawania stali żarowytrzymałych (DIN EN 1599), jednak także tu w przypadku elektrod rutylowych rozróżnia się typy mieszane rutylowo-zasadowe, bez wyraźnego oznaczenia tego składu. Dotyczy to np. elektrod, które mają lepsze właściwości spawalnicze w pozycjach wymuszonych. Elektrody prętowe do spawania stali o wysokiej twardości (DIN EN 757) dostępne są wyłącznie z otuliną zasadową.

Właściwości typu otuliny
Skład i grubość otuliny ma w dużym stopniu wpływ na właściwości spawania. Odnosi się to zarówno do stabilności łuku, jak i do przejścia materiału podczas spawania oraz lepkości zgorzeliny i jeziorka spawalniczego. Szczególne znaczenie ma rozmiar kropli przechodzących w łuku.
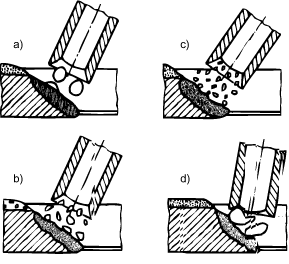 Rysunek przedstawia schematycznie przejście kropli w przypadku czterech podstawowych typów otulin: celulozowa (a), rutylowa (b), kwaśna (c), zasadowa (d).
Rysunek przedstawia schematycznie przejście kropli w przypadku czterech podstawowych typów otulin: celulozowa (a), rutylowa (b), kwaśna (c), zasadowa (d).
Otulina składa się głównie z materiałów organicznych spalających się w łuku i uwalniających gaz osłaniający miejsce spawania. Ponieważ otulina oprócz celulozy i innych substancji organicznych zawiera jedynie niewielką ilość materiałów stabilizujących łuk, powstaje bardzo mała ilość zgorzeli. Elektrody w otulinie celulozowej szczególnie dobrze nadają się do spoin spawanych z góry do dołu, ponieważ nie trzeba się wtedy obawiać, że przed spoiną będzie powstawała warstwa zgorzeli.
Typ kwaśny (A), którego otulina składa się w przeważającej części z rud żelaza i manganu, dostarcza do atmosfery wokół łuku dużą ilość tlenu. Jest on wchłaniany przez spawany materiał i zmniejsza jego napięcie powierzchniowe. Dzięki temu przejście materiału następuje w postaci drobnych kropel, a spawany materiał jest mocno upłynniony. Elektrody tego typu nie nadają się więc do spawania w pozycjach wymuszonych. Łuk jest również bardzo „gorący” i wprawdzie umożliwia wysokie prędkości spawania, lecz wykazuje tendencję do podtopień. Opisane wady spowodowały, że pręty elektrodowe z wyłącznie kwaśną otuliną są w Niemczech bardzo rzadko stosowane.
Zamiast nich częściej stosuje się elektrody rutylowe kwaśne (RA), typ mieszany między elektrodą kwaśną a rutylową. Elektroda ma również odpowiednie właściwości związane ze spawaniem. Otulina elektrody rutylowej (R/RR) składa się w większości z dwutlenku tytanu w postaci mineralnego rutylu (TiO2) lub ilmentytu (TiO2). FeO), albo też sztucznego dwutlenku tytanu. Elektrody tego typu charakteryzują się przejściem materiału w postaci drobnych lub średnich kropli, spokojnym, bezrozpryskowym topieniem, bardzo dokładnym wyznaczeniem ściegu, łatwym usuwaniem zgorzeli i łatwym ponownym zapłonem. Tę ostatnią właściwość można zaobserwować tylko w przypadku elektrod rutylowych o dużym udziale TiO2 w otulinie. Oznacza to, że w przypadku elektrody, która już raz się stopiła, możliwy jest ponowny zapłon bez usunięcia krateru. Warstwa zgorzeli, która utworzyła się w kraterze, przy wystarczającej zawartości TiO2 ma niemal taką samą przewodność, jak półprzewodnik, dzięki czemu po zbliżeniu elektrody do brzegu krateru łuk zajarza się bez konieczności dotknięcia elementu prętem rdzeniowym. Takie spontaniczne ponowne zajarzenie jest istotne zawsze wtedy, gdy proces spawania jest często przerywany, np. w przypadku krótkich spoin.
Oprócz czystego typu rutylowego, w tej grupie elektrod występuje również kilka typów mieszanych. Może to być np. typ rutylowo-celulozowy (RC), w którym część rutylu została zastąpiona przez celulozę. Ponieważ celuloza podczas spawania pali się, tworzy się mniejsza ilość zgorzeli. Dlatego ten typ może być również używany do spawania z góry na dół (pozycja PG). Ma on jednak również dobre właściwości w większości innych pozycji.
Innym typem mieszanym jest typ rutylowo-zasadowy (RB). Elektrody tego typu mają nieco cieńszą otulinę, niż w przypadku typu RR. Ta cecha, jak również szczególna charakterystyka zgorzeli sprawia, że nadają się one szczególnie dobrze do spawania w pozycji z dołu do góry (PF). Pozostaje jeszcze typ zasadowy (B). Otulina elektrod tego typu składa się głównie z zasadowych tlenków wapnia (CaO) oraz magnezu (MgO), do których w celu rozcieńczenia zgorzeli dodawany jest fluoryt (CaF2). Fluoryt w większej zawartości pogarsza spawalność prądem przemiennym. Dlatego czysto zasadowe elektrody nie nadają się do spawania prądem przemiennym o charakterystyce sinusoidalnej, jednak istnieją również typy mieszane z mniejszą zawartością fluorytu w otulinie, które mogą być stosowane przy tej charakterystyce prądu. Przejście materiału elektrod zasadowych następuje w postaci średnich lub grubych kropli, a jeziorko spawalnicze jest gęste. Elektrodę można dobrze spawać we wszystkich pozycjach. Powstające ściegi są jednak nieco bardziej wypukłe z powodu większej lepkości spawanego materiału i mają grubsze żebrowanie. Spawany materiał jest bardzo gęsty.
Otuliny zasadowe są higroskopijne. Dlatego należy zwrócić uwagę, aby były one przechowywane w miejscu czystym i suchym. Elektrody, które zwilgotniały, należy osuszać. Spawany materiał ma jednak bardzo niską zawartość wodoru, jeżeli elektrody są spawane na sucho. Oprócz elektrod prętowych z normalną wydajnością (<105%) istnieją również takie, które mają większą wydajność dzięki proszkowi żelaznemu dodawanemu do otuliny (najczęściej >160%. Takie elektrody są nazywane elektrodami z proszkiem żelaznym lub elektrodami wysokowydajnymi. Dzięki dobrej wydajności stapiania są one często bardziej ekonomiczne od elektrod normalnych, jednak ich stosowanie z reguły jest ograniczone do pozycji poziomej PA lub PB.
Prawidłowe spawanie elektrodą otuloną
Spawacz musi być dobrze wykwalifikowany, nie tylko pod kątem umiejętności manualnych, lecz również musi dysponować odpowiednią wiedzą fachową, pozwalającą mu unikać błędów. Wytyczne dotyczące kształcenia związku DVS (Niemiecki Związek Spawalnictwa) dla spawania oraz pokrewnych procedur są uznane na całym świecie i zostały również przejęte przez Międzynarodowy Związek Spawalnictwa (IIW). Przed rozpoczęciem spawania należy sczepić spawane elementy. Spoiny sczepne muszą być tak długie i tak grube, aby elementy podczas spawania nie mogły się nadmiernie odkształcać względem siebie i aby punkty sczepienia nie puściły.
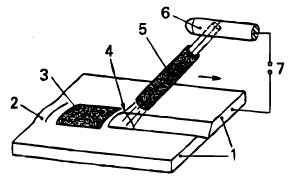
- Obrabiany przedmiot
- Spoina
- Żużel
- Łuk
- Elektroda otulona
- Uchwyt elektrody
- Źródło prądu spawania
Zajarzenie łuku
Proces spawania w przypadku spawania elektrodą otuloną można zainicjować przez zajarzenie kontaktowe. Aby zamknąć obwód elektryczny, należy najpierw zewrzeć elektrodę i spawany przedmiot, a następnie lekko unieść elektrodę dzięki czemu następuje zajarzenie łuku. Dlatego proces zajarzenia nie powinien nigdy następować poza spoiną, lecz zasadniczo tylko w takich miejscach, które zostaną stopione zaraz po zajarzeniu łuku. W miejscach zapłonu, w których jest to niemożliwe, w przypadku bardzo wrażliwych materiałów istnieje ryzyko powstania pęknięć wskutek nagłego nagrzania. W przypadku elektrod zasadowych mających tendencje do powstawania porów na początku spoiny, zapłon powinien nastąpić nawet na dłuższy czas przed faktycznym rozpoczęciem spawania. Następnie łuk zostanie cofnięty do punktu początkowego spoiny, a podczas dalszego spawania pierwsze osadzające się krople, które najczęściej są porowate, ponownie się topią.
Prowadzenie elektrody
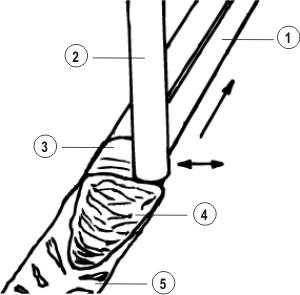
Elektroda jest przystawiana do powierzchni blachy pionowo lub lekko ukośnie. Zostaje nieznacznie pochylona w kierunku spawania. Widoczna długość łuku, tzn. odstęp między krawędzią krateru a powierzchnią przedmiotu obrabianego powinna odpowiadać mniej więcej średnicy pręta rdzeniowego. Elektrody zasadowe należy spawać bardzo krótkim łukiem (odstęp=0,5 x średnica pręta rdzeniowego). Aby to zapewnić, należy je prowadzić bardziej pionowo niż elektrody rutylowe. W większości pozycji spawane są ściegi kreskowe lub następuje lekka oscylacja z rozszerzającą się do góry szerokością żłobienia. Tylko w pozycji PF na całej szerokości żłobienia pociągane są ściegi wahadłowe. Z reguły następuje spawanie powłóczyste, tylko w pozycji PF elektroda jest przystawiana kłująco.
- Szczelina spawania
- Elektroda prętowa
- Płynne stopiwo
- Płynny żużel
- Zastygnięty żużel
Efekt elektromagnetycznego odchylenia łuku
Efekt elektromagnetycznego odchylenia łuku to zjawisko polegające na wydłużeniu łuku wskutek jego odchylenia od jego osi centralnej, podczas którego słyszalny jest odgłos syczenia. Takie odchylenie może powodować nieciągłość spoiny. Również wtopienie może być niewystarczające, a podczas spawania, któremu towarzyszy zgorzel, wskutek zgorzeli wyprzedzającej miejsce spawania w spoinie mogą pojawić się inkluzje zgorzelowe. Odchylenie łuku następuje wskutek występującego pola magnetycznego. Tak jak każdy przewodnik, przez który przepływa prąd, elektroda i łuk są otoczone polem elektromagnetycznym w postaci walca, który odchyla się w strefie łuku w miejscu przejścia do materiału podstawowego. Wskutek tego linie pola elektromagnetycznego po stronie wewnętrznej są ułożone gęściej, a po stronie zewnętrznej rzadziej. Łuk odgina się w stronę słabszego pola elektromagnetycznego. Wskutek tego wydłuża się on i z powodu zwiększającego się napięcia łuku wytwarza syczący odgłos. Biegun przeciwny ma więc efekt odpychający na łuk. Zmiana siły magnetycznej bierze się stąd, że pole elektromagnetyczne lepiej rozchodzi się w materiale ferromagnetycznym, niż w powietrzu. Dlatego łuk jest przyciągany przez duże masy metaliczne. Objawia się to m.in. również tym, że podczas spawania materiału ferromagnetycznego łuk odchyla się do wewnątrz przy końcach płyty. Odchyleniu łuku można przeciwdziałać ustawiając elektrodę pod odpowiednim kątem. Ponieważ odchylenie łuku podczas spawania prądem stałym jest szczególnie duże, w miarę możliwości należy spawać prądem przemiennym, co pozwoli zniwelować lub przynajmniej znacznie zredukować ten efekt. Odchylenie łuk może być szczególnie duże w wyniku działania sąsiadujących mas metalicznych podczas spawania warstw graniowych. Tutaj pomocne jest, gdy przejście pola magnetycznego jest wspomagane przez wykonanie gęstych, nie za krótkich spoin sczepnych.
Parametr spawania
Podczas spawania elektrodą otuloną można nastawić tylko natężenie prądu. Napięcie łuku wynika z długości łuku elektrycznego utrzymywanej przez spawacza. Podczas ustawiania natężenia prądu należy uwzględnić obciążalność prądową dla średnicy używanej elektrody. Obowiązuje przy tym zasada, że dolne wartości graniczne obowiązują dla spawania warstw graniowych lub pozycji PF, natomiast górne dla pozostałych pozycji oraz warstw wypełniających lub wierzchnich. Wraz z rosnącym natężeniem prądu spada wydajność stapiania, a tym samym zależna od niej prędkość spawania. Również wtopienie jest większe w miarę rosnącego prądu. Podane natężenia prądu obowiązują tylko dla stali niestopowych i niskostopowych. W przypadku wysokostopowych stali i materiałów na bazie niklu, z powodu większej rezystancji elektrycznej pręta rdzeniowego należy ustawić niższe wartości.
Natężenia prądu w zależności od średnicy elektrody
Należy uwzględnić następujące zasady przy obliczaniu poszczególnych natężeń prądu w A:
20-40 x Ø
- Przy średnicy 2,0 mm natężenie prądu musi wynosić między 40 a 80 A
- Przy średnicy 2,5 mm natężenie prądu musi wynosić między 50 a 100 A
30-50 x Ø
- Przy średnicy 3,2 mm natężenie prądu musi wynosić między 90 a 150 A
- Przy średnicy 4,0 mm natężenie prądu musi wynosić między 120 a 200 A
- Przy średnicy 5,0 mm natężenie prądu musi wynosić między 180 a 270 A
35-60 x Ø
- Przy średnicy 6,0 mm natężenie prądu musi wynosić między 220 a 360 A
Do pomyślnego spawania elektrodą otuloną potrzebne jest następujące wyposażenie:
- Źródło prądu spawania
- Uchwyt elektrody
- Elektroda prętowa
- Zacisk elementu / zacisk masowy
- Narzędzia spawalnicze
- Odzież ochronna
Więcej informacji na temat spawania elektrodą otuloną można znaleźć w naszymLeksykonie spawalnictwa.