Základy ručního svařování obalenou elektrodou (MMA)
- Všeobecné informace týkající se ručního svařování
- Druh proudu
- Typ elektrody
- Vlastnosti typů obalů
- Správně provedené ruční svařování obalenou elektrodou
- Zapálení svařovacího oblouku
- Vedení elektrody
- Magnetické foukání elektrického oblouku
- Parametry svařování
- Síly proudu v závislosti na průměru elektrod
- Nezbytná výbava
Obecné informace
Ruční svařování obalenou elektrodou (číslo procesu 111) patří do metod tavného svařování a přesněji do svařování kovu elektrickým obloukem. ISO 857-1 (vydání 1998) vysvětluje svařovací procesy této skupiny z anglického překladu takto:
Obloukové svařování kovů: Obloukové svařování za použití odtávající elektrody. Obloukové svařování kovů bez ochrany plynem: Obloukové svařování kovů bez externě přidaného ochranného plynu a manuální obloukové svařování kovů: Ručně prováděné obloukové svařování kovů s použitím obalené elektrody.
V Německu se tento postup jmenuje ruční obloukové svařování nebo také ruční svařování obalenou elektrodou (hovorově také svařování tyčovou elektrodou). V anglicky mluvících zemích se používají zkratky MMA nebo MMAW (Manual Metal Arc Welding). Vyznačuje se tím, že elektrický oblouk hoří mezi odtavující se elektrodou a tavnou lázní. Nemá žádnou externí ochranu, veškeré ochranné účinky před atmosférou pocházejí z elektrody. Elektroda je přitom u držáku svařovacího oblouku a přídavného svarového materiálu. Obal tvoří struska a/nebo ochranný plyn, které kromě jiného chrání kapky a tavnou lázeň před vnikáním kyslíku, dusíku a vodíku.

Druh proudu
Pro ruční obloukové svařování (ruční svařování obalenou elektrodou) se může použít jak stejnosměrný proud, tak i střídavý proud; ne všechny typy obalů tyčových elektrod je možné svařovat sinusovým střídavým proudem, např. ne čisté bazické elektrody. Při svařování stejnosměrným proudem se u většiny elektrod záporný pól dává na elektrodu a kladný pól na obrobek. Výjimkou jsou bazické elektrody. Ty se lépe svařují na kladném pólu. To samé platí pro určité výrobky celulózových elektrod. Bližší informace naleznete v kapitole druhy elektrod. Elektroda je nástrojem svářeče. Vede s ní svařovací oblouk do svárové mezery a nataví přitom hrany spáry, obr. 2. Dle způsobu spojování a dle základního materiálu jsou třeba různé síly proudu. Možnost zatížení elektrod, je omezena v závislosti na jejich průměru a délce, a proto se tyčové elektrody dodávají v různých průměrech a délkách. Tabulka 1 zobrazuje rozměry normované v DIN EN 759. Při větším průměru tyče v jádru se mohou používat vyšší svařovací proudy.
Typy elektrod
Existují tyčové elektrody s velice rozdílným složením obalů. Strukturu obalu určuje charakter tavení elektrody, její svařovací vlastnosti a kvalita tavného kovu (přesnější informace v kapitole "Jaké elektrody pro jaký účel" . Dle normy DIN EN 499 existují tyčové elektrody na svařování nelegovaných ocelí s velice rozdílným složením obalů. Je třeba rozlišovat mezi základními a kombinovanými typy. Použitá písmena označení pocházejí z anglických pojmů. Zde znamená C=cellulose (celulóza), A=acid (kyselý), R=rutile (rutil) a B=basic (zásaditý). V Německu hraje typ s rutilem nejdůležitější roli. Tyčové elektrody mohou být tence obalené, středně obalené nebo tlustě obalené. U rutilových elektrod, které se používají ve všech třech tloušťkách, se tlustě obalené elektrody označují z důvodu lepšího odlišení jako RR. U legovaných a vysokolegovaných tyčových elektrod se toto množství typů obalů nepoužívá. U tyčových elektrod ke svařování nerez ocelí, normovaných v DIN EN 1600, rozlišujeme např. pouze rutilové elektrody a bazické elektrody, stejně jako u tyčových elektrod ke svařování žáruvzdorných ocelí (DIN EN 1599), ale také zde u rutilových elektrod existují rutilo-bazické kombinované typy, které se také osvědčily. To je případ např. elektrod, které mají lepší svařovací vlastnosti ve vynucených polohách. U tyčových elektrod ke svařování vysoce pevných ocelí, (DIN EN 757) existuje pouze bazický obal.

Vlastnosti typů obalů
Složení a síla obalu ovlivňují velice výrazně svařovací vlastnosti. Ty se vztahují jak na stabilitu svařovacího oblouku, tak i na přechod materiálu při svařování a na viskozitu strusky a tavné lázně. Význam má především velikost kapek, které přecházejí do svařovacího oblouku.
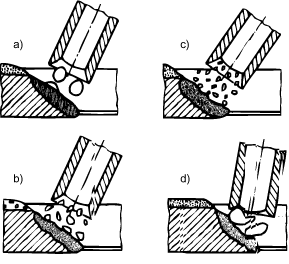 Tento obrázek zobrazuje schématicky přechod kapek čtyř základních typů obalů: Celulóza (a), rutilová (elektroda) (b), kyselý (c), zásaditý (d).
Tento obrázek zobrazuje schématicky přechod kapek čtyř základních typů obalů: Celulóza (a), rutilová (elektroda) (b), kyselý (c), zásaditý (d).
Obal se skládá především z organických součástí, které se spálí ve svařovacím oblouku a vytvářejí přitom ochranný plyn na ochranu místa svaru. Obal obsahuje kromě celulózy a ostatních organických látek jen malé množství látek na stabilitu svařovacího oblouku, a proto téměř nevzniká struska. Typy s celulózou jsou obzvláště vhodné pro svislé svary zpracovávané shora dolů, protože není třeba se obávat stékání strusky.
Kyselý typ (A), jehož obal je z převážné části tvořen železnými a manganovými rudami, nabízí ve svařovacím oblouku více kyslíku. Ten je pojímán svárovým kovem a snižuje tak povrchové pnutí. Následkem je velice jemný, sprchový přechod materiálu a tenký svárový kov. Elektrody tohoto typu nejsou tedy vhodné pro svařování ve vynucených polohách. Svařovací oblouk je také velice "horký", umožňuje vysoké rychlosti svařování, má však sklon k vytváření vrubů. Tyto nevýhody vedly k tomu, že se elektrody čistého kyselého typu v Německu téměř nepoužívají.
Na jejich místo nastoupil kombinovaný rutilově-kyselý typ (RA), kombinace mezi kyselou a rutilovou elektrodou. Elektroda má odpovídající svařovací vlastnosti. Obal rutilového typu (R/RR) se skládá hlavně z oxidu titančitého ve formě minerálu rutilu (TiO2) nebo ilmenitu (TiO2 . FeO) nebo také z umělého oxidu titančitého. Elektrody tohoto typu se vyznačují jemným až středně kapénkovým přechodem materiálu, klidným, tavením bez rozstřiku, velice jemnou kresbou svaru, dobrou možností odstranění strusky a možností znovuzapalování. Poslední vlastnost je možné sledovat v této formě pouze u rutilových elektrod s vysokým podílem TiO2 v obalu. To znamená, že je možné u jednou již odtavené elektrody její znovuzapálení nebo odstranění kráteru obalu. Povlak strusky vznikající v kráteru má při vysokém podílu TiO2 vodivost téměř jako polovodič, takže při vložení okraje kráteru na obrobek proudí tolik proudu, že se svařovací oblouk může zapálit, aniž by se tyč jádra obrobku dotýkala. Takového spontánní znovuzapálení je důležité vždy tehdy, když se svařování, např. u krátkých svarů často přerušuje.
Kromě čistého rutilového typu, existují v této skupině elektrod také kombinované typy. Jsou to rutil-celulózové elektrody (RC), kde je část rutilu nahrazena celulózou. Celulóza při svařování shoří, a proto je zde málo strusky. Tímto typem je možné svařovat také svary ve svislé poloze shora dolů (pol. PG). Má však i dobré vlastnosti svařování ve většině ostatních poloh.
Dalším kombinovaným typem je rutilo-bazický typ (RB). Je obalen trochu slaběji, než typ RR. Díky tomuto a speciální charakteristice strusky je obzvláště vhodný pro svařování v poloze svislá nahoru (PF). Je tu ještě bazický typ (B). Zde je obal z převážné části z bazických oxidů kalcia (CaO) a magnezia (MgO), které se používají jako ředidlo strusky fluorit (CaF2). Fluorit zhoršuje při vyšším obsahu možnost svařování střídaným proudem. Čisté bazické elektrody není možné svařovat sinusovým střídavým proudem, jsou ale kombinované typy s menším obsahem fluoritu v obalu, kde je to možné. Přechod materiálu bazických elektrod je se středními až s velkými kapkami a tavná lázeň je hustá. Elektrodami je možné dobře svařovat ve všech polohách. Vzniklé housenky jsou ale z důvodu velké viskozity svárného materiálu trochu více vyklenuté a hrubě nařasené. Svárný kov má velice dobrou tuhost.
Bazické obaly jsou hygroskopické. Je třeba tedy dbát na pečlivé skladování elektrod na suchém místě. Zvlhlé elektrody je třeba znovu vysušit. Svárný kov má, pokud se elektrodami svařuje za sucha, velice nízký obsah vodíku. Vedle tyčových elektrod s normálním výtěžkem (<105%) existují i takové, které díky prášku železa, který se přidává přes obal, mají výtěžek vyšší, většinou >160%. Těmto elektrodám se říká typy s práškem železa nebo vysoce výkonné elektrody. Díky svému odtavovacímu výkonu jsou při používání úspornější, než normální elektrody, ale jejich použití je většinou omezeno na vodorovnou (PA) a na horizontální (PB) polohu.
Správně provedené ruční svařování obalenou elektrodou
Svářeč potřebuje mít dobré vyškolení, ale nejen z hlediska zručnosti, ale musí mít také příslušné odborné vědomosti, aby nedocházelo k chybám. Směrnice týkající se vzdělání svazu DVS – Deutscher Verband für Schweißen und verwandte Verfahren e.V. jsou celosvětově uznávané a byly převzaty i mezinárodním Svazem svářečů (IIW). Před vlastním svařováním se obrobky většinou sestehují. Bodové spoje musejí být provedeny tak silné a dlouhé, aby se obrobky při svařování nemohly příliš silně smrštit, a aby bodové spoje nepraskly.
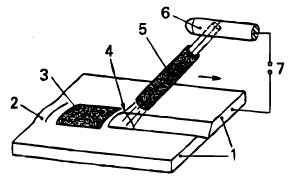
- Obrobek
- Svar
- Struska
- Svařovací oblouk
- Obalená elektroda
- Držák elektrody
- Zdroj svařovacího proudu
Zapálení svařovacího oblouku
Proces svařování je při ručním svařování obalenou elektrodou zahajován dotykovým zapálením. Aby se proudový okruh uzavřel, je třeba vytvořit mezi elektrodou a obrobkem zkrat a ihned poté elektrodu lehce nadzvednout - svařovací oblouk se zapálí. Zapalování by se mělo provádět mimo spoj a má být pouze na těch místech, která se po hoření svařovacího oblouku rychle opět zataví. Na těchto ohřátých místech, kde se to nestane, může na citlivých místech materiálu docházet náhlým zahřátím k vytváření trhlin. U bazických elektrod, které mají sklon k počáteční poréznosti, musí zapalování probíhat výrazně dříve před vlastním začátkem svařování. Poté se svařovací oblouk vrátí na počáteční bod svaru a během dalšího svařování se první kapky, které jsou většinou porézní, opět roztaví.
Vedení elektrody
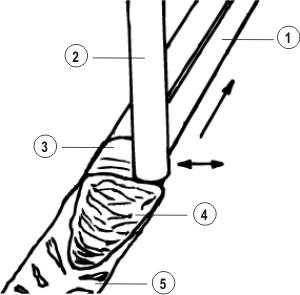
Elektroda se nastaví na povrch plechu svisle nebo lehle šikmo. Lehce se skloní do směru svařování. Viditelná délka svaru, tzn. vzdálenost mezi okrajem kráteru a povrchem obrobku, by měla odpovídat přibližně průměru tyče v jádru. Bazické elektrody se musejí svařovat s velice krátkým svařovacím obloukem (vzdálenost=0,5 x průměr tyče v jádru). Aby to bylo možné zaručit, musejí být vedeny více kolmo, než rutilové elektrody. Ve většině poloh se svařují šňůrkové housenky nebo se lehce přechází šířkou spáry, která je směrem nahoru větší. Pouze v kyvných housenkách se provádí tažení v celé šířce spáry. Zpravidla se svařuje vzad, pouze v poloze PF se elektroda nastavuje vpřed.
- Svárová mezera
- Tyčová elektroda
- Tekutý svárový kov
- Tekutá struska
- Ztuhlá struska
Magnetické foukání elektrického oblouku
Pod pojmem foukání elektrického oblouku chápeme jev, při kterém se svařovací oblouk prodlouží odchýlením ze svého středu a přitom vydává sípavý zvuk. Tímto odchýlením mohou vznikat necelistvá místa. Tak může být závar nedostatečný a při svařovacích procesech vodicími strusku mohou vznikat struskové vměstky. Odchýlení vzniká silami, které pocházejí z okolního magnetického pole. Jakož i ostatní vodiče, kterými prochází proud, jsou i elektrody svařovacího oblouku obklopeny kulatým magnetickým polem - to se v oblasti svařovacího oblouku při přechodu do základního materiálu obrátí. Tím se magnetické siločáry na vnitřní straně zhustí a na vnější straně se rozšíří. Svařovací oblouk se dostává do oblasti snížení hustoty toku. Přitom se prodlouží a vydává z důvodu zvýšeného napětí svařovacího oblouku sípavý zvuk. Opačný pól vytváří na svařovacím oblouku odpudivý účinek. Další magnetická síla způsobuje, že se magnetické pole může u feromagnetických obrobků lépe rozpínat než vzduch. Svařovací oblouk je proto přitahován velkými kusy železa. To se ukazuje také na tom, že se při svařování na magnetizujícím materiálu sklání na konci plechu směrem dovnitř. Zlepšit to můžeme odpovídajícím šikmým umístěním elektrody. Protože je foukání elektrického oblouku při svařování stejnosměrným proudem obzvláště vysoké, je možné tam kde je to vhodné, ho snížit nebo mu zamezit svařováním střídavým proudem. Obzvláště silné může být foukání elektrického oblouku z důvodu velkého množství železa při svařování kořenových vrstev. Zde pomůže, pokud podpoříte magnetický tok, vedle sebe ležícími, ne příliš krátkými bodovými spoji.
Parametry svařování
Při ručním svařování obalenou elektrodou se nastavuje pouze síla proudu, napětí svařovacího oblouku vyplývá z délky svařovacího oblouku, kterou svářeč dodržuje. Při nastavování síly proudu je nutné vzít v úvahu možnost zatížení použitého průměru elektrod proudem. Platí zde pravidlo, že spodní mezní hodnoty platí pro svařování kořenových vrstev a pro polohu PF a horní zase pro ostatní polohy a pro výplňové a krycí vrstvy. S přibývající silou proudu stoupá také odtavovací výkon a rychlost svařování, která s tím souvisí. Také závar se s přibývajícím proudem zvětšuje. Uvedené síly proudu platí pouze pro nelegované a nízko legované oceli. U vysokolegovaných ocelí a niklových materiálů se musejí z důvodu většího elektrického odporu tyče jádra nastavit nižší hodnoty.
Síly proudu v závislosti na průměru elektrod
Musíte dodržovat tato základní pravidla na výpočet jednotlivých sil proudu v A:
20-40 x Ø
- Při průměru 2,0 mm by měla být síla proudu mezi 40-80 A
- Při průměru 2,5 mm by měla být síla proudu mezi 50-100 A
30-50 x Ø
- Při průměru 3,2 mm by měla být síla proudu mezi 90-150 A
- Při průměru 4,0 mm by měla být síla proudu mezi 120-200 A
- Při průměru 5,0 mm by měla být síla proudu mezi 180-270 A
35-60 x Ø
- Při průměru 6,0 mm by měla být síla proudu mezi 220-360 A