Principes de l’électrode enrobée (MMA)
- Généralités concernant le soudage à l'électrode enrobée
- Type de courant
- Type d'électrode
- Caractéristiques des types d’enrobages
- Soudage correct à l’électrode enrobée
- Amorçage de l'arc
- Guidage de l’électrode
- Soufflage magnétique
- Paramètres de soudage
- Intensités de courant en fonction du diamètre de l'électrode
- Équipement nécessaire
Généralités
Le soudage à l'électrode enrobée (processus n° 111) compte parmi les procédés de soudage par fusion et est plus précisément un procédé de soudage à l’arc de métaux. La norme ISO 857-1 (édition 1998) décrit les procédés de soudage dans ce groupe, traduit de l’Anglais, comme suit :
Soudage à l’arc de métaux : procédé de soudage à l’arc à l’aide d’une électrode à consommer pendant la procédure. Soudage à l’arc de métaux sans gaz de protection : procédé de soudage à l’arc de métaux sans addition de gaz de protection externe et soudage à l’arc de métaux manuel : soudage à l’arc de métaux manuel à l’aide d’une électrode enrobée.
En Allemagne, le dernier procédé mentionné est connu en tant que soudage manuel à l’arc ou en bref soudage à l’électrode enrobée (dans le langage courant également soudage à l’électrode). Dans la zone linguistique anglophone, il est connu sous l’abréviation MMA ou MMAW (Manuel Metal Arc welding). Il est caractérisé par le fait que l'arc brûle entre une électrode en fusion et le bain de fusion. Il n’existe aucune protection externe. La protection contre l'atmosphère est assurée uniquement par l'électrode. Dans ce cas l’électrode est à la fois le support d’arc et le matériau d’apport. Le revêtement forme des scories et/ou un gaz de protection qui, entre autres, protège les gouttes à transférer et le bain de fusion contre l’introduction des gaz atmosphériques comme l’oxygène, l’azote et l’hydrogène.

Type de courant
Pour le soudage manuel à l’électrode (soudage à l'électrode enrobée), en principe, on peut utiliser aussi bien le courant continu que le courant alternatif, toutefois tous les types d’électrodes enrobées ne peuvent pas être soudées par courant alternatif sinusoïdal, par exemple, c’est le cas des électrodes basiques. Pour le soudage au courant continu, le pôle négatif est en général raccordé à l’électrode et le pôle positif à la pièce à usiner, pour la plupart des types d’électrodes. Les électrodes basiques font également exception car elles se soudent mieux sur le pôle positif. Il en va de même pour certains matériaux des électrodes cellulosiques. Vous retrouverez des informations détaillées à ce sujet dans le chapitre « Types d’électrodes ». L’électrode est l’outil du soudeur. Il guide l’arc amorcé sur celle-ci dans le joint de soudage et fait fondre les bords du joint, comme sur l’image 2. Selon le type de joint et l’épaisseur du métal de base, différentes intensités de courant sont nécessaires. Étant donné que l’intensité maximale admissible des électrodes est limitée en fonction de leur diamètre et de leur longueur, les électrodes enrobées sont disponibles en différents diamètres et longueurs. Le tableau 1 indique les dimensions normalisées dans la norme NF EN 759. Plus le diamètre d’âme métallique est grand, plus il est possible d’utiliser des courants de soudage élevés.
Types d’électrodes
Il existe des électrodes enrobées dont l’enrobage présentant des compositions très différentes. La composition de l’enrobage détermine les caractéristiques de fusion de l’électrode, ses propriétés de soudage et la qualité du métal fondu (vous trouverez des informations détaillées dans le chapitre « Quelle électrode pour quelle utilisation »). Conformément à la norme NF EN 499, il existe différents types d’enrobage pour les électrodes enrobées destinées à souder les aciers non-alliés. Ici, on fait la distinction entre les types de base et les types mixtes. Des lettres sont utilisés pour désigner les différents types d’électrodes : C = cellulose, A = acide, R = rutile et B = basique. En Allemagne, le type rutile joue un rôle prépondérant. Les électrodes enrobées peuvent présenter un enrobage mince, moyen ou épais. Pour les électrodes rutiles, qui sont disponibles habituellement dans les trois épaisseurs d’enrobage, les électrodes à enrobage épais sont par conséquent connues sous le nom de RR pour mieux les différencier. Pour les électrodes enrobées alliées et hautement alliées, il n’existe pas une telle variété de types d’enrobages. Parmi les électrodes enrobées destinées au soudage des aciers inoxydables, qui sont normalisées par la norme NF EN 1600, on distingue par exemple uniquement les électrodes de type rutile et celles de type basique, de même pour les électrodes enrobées pour le soudage des aciers réfractaires (NF EN 1599) mais dans ce cas il y a uniquement des types mixtes basiques, comme pour les électrodes de type rutile, bien que cela ne soit pas spécifiquement désigné. Cela est le cas pour les électrodes qui présentent de meilleures caractéristiques pour le soudage en position difficile, par exemple. Les électrodes enrobées destinées au soudage d’acier à haute résistance (NF EN 757) sont uniquement disponibles avec des enrobages basiques.

Caractéristiques des types d’enrobages
La composition et l’épaisseur de l’enrobage ont un effet significatif sur les caractéristiques de soudage. Ceci concerne à la fois la stabilité de l’arc et la transformation du matériau pendant le soudage et la viscosité des scories et du bain de fusion. La taille des gouttes transférées dans l’arc revêt une importance particulière.
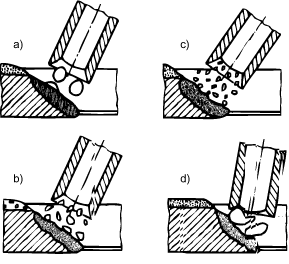 L’image est une représentation schématique du transfert des gouttes des quatre types de base d’enrobage : cellulose (a), rutile (b), acide (c), basique (d).
L’image est une représentation schématique du transfert des gouttes des quatre types de base d’enrobage : cellulose (a), rutile (b), acide (c), basique (d).
L’enrobage est constitué principalement de composants organiques qui brûlent dans l’arc, formant ainsi le gaz servant à protéger la position de soudage. Comme l’enrobage contient uniquement de petites quantités de substances de stabilité de l'arc, à l’exception de la cellulose et d’autres substances, quasiment aucune scorie ne se produit. Les types de celluloses sont particulièrement bien adaptées au soudage descendant parce qu’aucun écoulement du laitier en avant n’est à craindre.
Le type acide (A) dont l’enrobage est constitué principalement de minerai de fer et de manganèse, apporte à l’atmosphère de l’arc de plus grandes quantités d’oxygène. Le métal fondu l’absorbe également, réduisant ainsi la tension de surface. Les conséquences sont une transformation de matériau sous forme de bruine, très fine et un métal fondu fluide. Les électrodes de ce type sont par conséquent pas adaptées au soudage dans des positions difficiles. L’arc est également très « coulant chaud ». Il permet des vitesses de soudage élevées mais favorise cependant la formation de caniveaux. Les inconvénients décrits font que l’électrode enrobée de type acide pure n’est quasiment plus utilisée en Allemagne.
Le type acide/rutile (RA), un type mixte entre l’électrode acide et l’électrode rutile, l’a remplacé. L’électrode présente également les propriétés de soudage correspondantes. L’enrobage du type rutile (R/RR) est composé en grande partie d’oxyde de titane sous forme de minéraux comme le rutile (TiO2) ou l’ilménite (TiO2TiO2. FeO) ou encore d’oxyde de titane de synthèse. Les électrodes de ce type sont caractérisées par une transformation du matériau de gouttes de taille fine à moyenne, une fusion régulière à projections réduites, une formation de cordon très fin, un retrait aisé du laitier et de bonnes caractéristiques de réamorçage uniquement observées sous cette forme pour les électrodes rutiles ayant une proportion élevée en TiO2 dans l’enrobage. Ce qui signifie que pour une électrode qui a déjà fondu, le réamorçage est possible sans retirer le cratère. Le film de laitier formé dans le cratère a quasiment la même conductibilité que celle d’un semi-conducteur s’il dispose d’une teneur en TiO2 suffisamment élevée, ce qui veut dire que lorsque le bord du cratère est placé sur la pièce, suffisamment de courant circule pour que l’arc puisse s’amorcer sans que l’âme métallique vienne en contact avec la pièce. Un réamorçage spontané de ce type est toujours important si le procédé de soudage a été plusieurs fois interrompu, par exemple pour réaliser des cordons courts.
En plus du type rutile pur, il existe différents types mixtes dans ce groupe d’électrodes. On peut citer en particulier le type rutile-cellulosique (RC) dans lequel une part de rutile a été remplacée par la cellulose. Étant donné que la cellulose s’enflamme pendant le soudage, la formation de laitier est réduite. Ce type peut par conséquent être également utilisé pour la soudure descendante (position PG). Il présente également de bonnes caractéristiques de soudage dans la plupart des positions.
Un autre type mixte est le rutile-basique (RB) qui présente également un enrobage légèrement plus fin que le type RR. Cette particularité ainsi que ses caractéristiques spécifiques concernant les scories en font un matériau particulièrement utile pour le soudage dans la position verticale ascendante (PF). Seul reste le type basique (B). Dans ce cas, l’enrobage est composé en majeure partie d’oxydes basiques de calcium (CaO) et de magnésium (MgO) auxquels a été ajouté de la fluorine (CaF2) comme diluant de scories. La fluorine affecte grandement la soudabilité à courant alternatif. Les électrodes pures basiques ne peuvent pas soudées au moyen d'un courant alternatif sinusoïdal, mais il existe également des types mixtes contenant moins de fluorine dans l’enrobage qui peuvent être utilisés pour ce type de courant. La transformation du matériau des électrodes basiques utilise des gouttes moyennes à larges et le bain de fusion est visqueux. L’électrode offre des propriétés de soudage satisfaisantes dans toutes les positions. Toutefois, les gouttes produites sont légèrement pennées et bombées en raison de la viscosité élevée. Le métal fondu présente de très bonnes propriétés de ténacité.
Les enrobages basiques sont hygroscopiques. Ainsi il est très important de veiller à ce que les électrodes soient rangées dans un endroit sec. Les électrodes humides doivent être séchées. Cependant, lorsque les électrodes sont soudées à sec, le métal fondu a une très faible teneur en hydrogène. Outre les électrodes enrobées à efficacité normale (< 105 %), d’autres électrodes enrobées offrent, grâce à la poudre de fer ajoutée dans l’ensemble de l’enrobage, une meilleure efficacité, en générale > 160 %. Ces types sont appelés électrodes à poudre de fer ou à haute performance. Grâce à leur vitesse de dépôt élevée, elles peuvent être utilisées plus efficacement pour de nombreuses applications que les électrodes classiques, mais leur utilisation est en général limitée aux positions verticales (position PA) et aux positions horizontales (PB).
Soudage correct à l’électrode enrobée
Le soudeur doit disposer d’une solide formation, non seulement en termes de compétences mais aussi en termes de connaissances spécialisées pertinentes afin d’éviter les erreurs. Les directives relatives à la formation fournies par le DVS - Deutscher Verband für Schweißen und verwandte Verfahren e.V. (association allemande pour le soudage et les procédés apparentés e.V.) sont reconnus à l’échelle internationale et ont été adaptées par l’institut international de la soudure (IIS). Avant de procéder au soudage, il faut procéder au pointage des pièces. Les pointages doivent être assez longs et assez épais pour éviter la contraction des pièces dans une limite non admissible pendant le soudage et leur rupture.
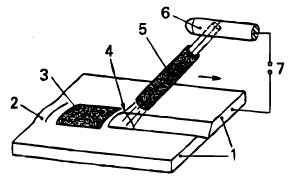
- Pièce
- Cordon de soudure
- Scories
- Arc
- Électrode enrobée
- Porte-électrodes
- Source de courant de soudage
Amorçage de l'arc
Le procédé de soudage à l’électrode enrobée est lancé par amorçage au toucher. Pour fermer le circuit électrique, il faut créer un court-circuit entre l’électrode et la pièce et lever légèrement l’électrode immédiatement après ; l’arc s'amorce. Le processus d’amorçage ne devrait jamais avoir lieu à l’extérieur du joint mais uniquement aux endroits qui seront de nouveau en fusion immédiatement après que l’arc s’amorce. Car à certains points d’amorçage où cela ne se produit pas, des fissures peuvent se former dans des matériaux sensibles en raison de la chaleur soudaine. En cas d’utilisation d’électrodes basiques ayant tendance à une porosité initiale, le processus d’amorçage doit avoir lieu bien avant le démarrage du soudage. L’arc est alors retiré du point de démarrage pour le cordon et au cours du processus de soudage, les premières gouttes déposées, généralement poreuses, seront de nouveau fondues.
Guidage de l’électrode
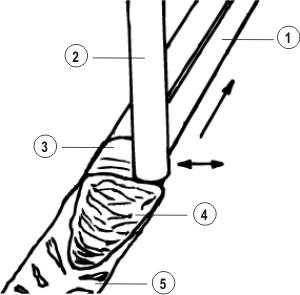
L’électrode est positionnée à la verticale ou légèrement inclinée par rapport à la surface de la tôle. Elle est inclinée légèrement dans la direction de soudage. La longueur de l’arc visible, c’est-à-dire la distance entre le bord du cratère et la pièce devrait être approximativement égale au diamètre de l’âme métallique. Les électrodes basiques doivent être soudées au moyen d’un arc très court (distance = 0,5 x diamètre de l’âme métallique). Pour s’en assurer, elles doivent être maintenues dans une position plus inclinée que les électrodes rutiles. Dans la plupart des positions, les passes tirées sont soudées ou on effectue un léger mouvement pendulaire ayant une largeur de joint s’accroissant. Uniquement dans la position PF les passes transversales sont tirées dans l’entière largeur du joint. Le soudage s’effectue normalement à l’aide d’une torche de soudage dirigée vers la partie finie du joint, uniquement dans la position PF, le soudage en avant est utilisé avec l’électrode.
- Joint de soudure
- Électrode enrobée
- Métal fondu liquide
- Scories liquides
- Scories solidifiés
Soufflage magnétique
On entend par soufflage magnétique l’allongement de l’arc en raison de sa déviation par rapport à son axe central et l’émission d’un sifflement. Cette déviation peut provoquer des discontinuités. La pénétration peut ainsi devenir inappropriée et certains procédés de soudage peuvent produire des inclusions de laitier dans le cordon en raison de son écoulement en avant. Des forces survenant du champ magnétique environnant peuvent provoquer la déviation. Comme tout autre conducteur de courant, l’électrode et l’arc sont également entourés par un champ magnétique circulaire, dans la zone de l’arc il est dévié lorsqu’il entre en contact avec le métal de base. Les lignes de force magnétiques sont alors comprimées sur la face intérieure et s’étendent sur la face extérieure. L’arc s’écarte dans la zone de la densité réduite de ligne de liaison. Étant ainsi allongé, il produit un sifflement provoqué par la tension accrue de l’arc. Le pôle opposé exerce par conséquent un effet de répulsion sur l’arc. La présence d’une autre force magnétique signifie que le champ magnétique peut s’étendre plus aisément dans le matériau ferromagnétique que dans l’air. L’arc est par conséquent attiré par de grandes masses ferriques. La preuve en est par exemple qu’il est dévié vers l’intérieur au niveau des extrémités de la tôle lors du soudage d'une pièce magnétique. Le mouvement de l’arc peut être contrecarré par l’inclinaison de l’électrode de manière appropriée. Étant donné que le soufflage magnétique se remarque facilement lors du soudage à courant continu, il peut être évité ou au moins réduit lors du soudage à courant alternatif. L’effet de soufflage magnétique peut être particulièrement fort en raison des masses ferriques environnantes lors du soudage de passes de racine. Dans ce cas, il est utile de maintenir le flux magnétique au moyen de pointages rapprochés et assez longs.
Paramètres de soudage
Pour le soudage à l’électrode enrobée, seule l’intensité du courant est définie, la longueur de l’arc étant obtenue à partir de la tension de l’arc qui est respectée par le soudeur. Au moment du réglage de l’intensité du courant, il faut tenir compte de l’intensité maximale admissible du diamètre de l’électrode utilisé. En règle générale, les valeurs limites inférieures sont utilisées pour les passes de racine pour la position PF et les valeurs supérieures s’appliquent à toutes les autres positions et pour les passes intermédiaires et de finition. À mesure que les intensités de courant augmentent, la vitesse de dépôt augmente et par voie de conséquence la vitesse de soudage. La pénétration augmente également à mesure que les niveaux de courant s’accroissent. Les intensités de courant indiquées s’appliquent uniquement aux aciers non alliés et faiblement alliés. Pour les aciers hautement alliés et les métaux à base de nickel, les valeurs inférieures devraient être définies en raison de l’importante résistance électrique de l’âme métallique.
Intensités de courant en fonction du diamètre de l'électrode
Les règles générales suivantes pour le calcul des différentes intensités de courant en ampères doivent être respectées :
20-40 x Ø
- Pour un diamètre de 2,0 mm, l’intensité de courant devrait être comprise entre 40 et 80 A
- Pour un diamètre de 2,5 mm, l’intensité de courant devrait être comprise entre 50 et 100 A
30-50 x Ø
- Pour un diamètre de 3,2 mm, l’intensité de courant devrait être comprise entre 90 et 150 A
- Pour un diamètre de 4,0 mm, l’intensité de courant devrait être comprise entre 120 et 200 A
- Pour un diamètre de 5,0 mm, l’intensité de courant devrait être comprise entre 180 et 270 A
35-60 x Ø
- Pour un diamètre de 6,0 mm, l’intensité de courant devrait être comprise entre 220 et 360 A