Metoda svařování MIG/MAG
 forceArc puls XQ
forceArc puls XQ
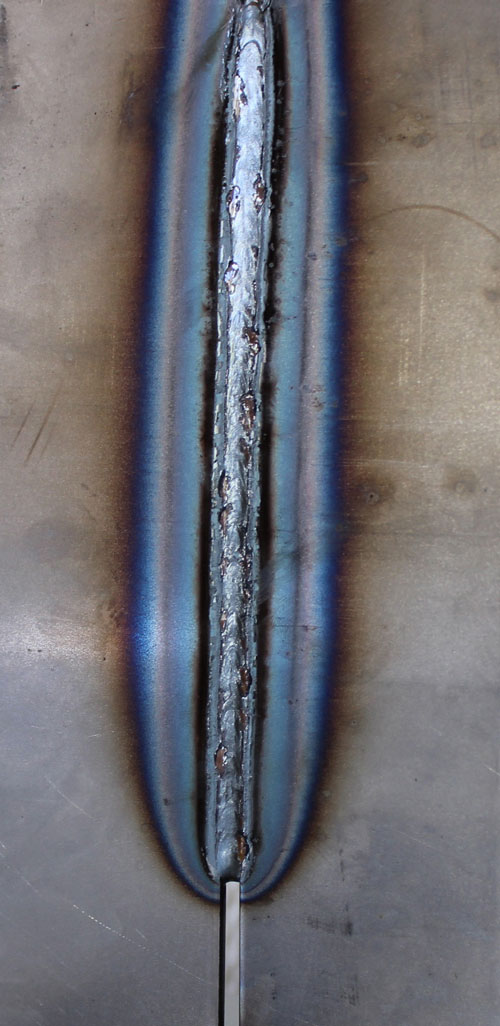
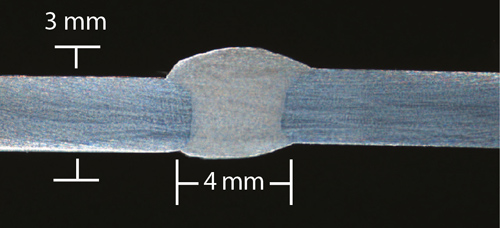
forceArc puls® je metoda svařování MIG/MAG impulsním obloukem s minimalizovanou teplotou. Snadné použití a v celém výkonovém pásmu vhodné ke svařování nelegovaných, nízko a vysokolegovaných materiálů. Vyznačuje se vynikajícím přemostěním mezery, dokonce i ve vysokém výkonovém pásmu a umožňuje kontrolované svařování při proměnlivé vzduchové mezeře až 4 mm. forceArc puls® – pro nejlepší svařování oceli a ušlechtilé oceli všech dob s neuvěřitelnou úsporou nákladů!
forceArc puls
Výhody:
Vyšší rychlost svařování- Symetrické tvoření svarů a maximálně možná tloušťka svaru (rozměr a) u koutových svarů
- Vynikající smáčení
- Hluboký, koncentrovaný závar s bezpečným provařením kořene
- Minimalizace dodatečné práce
- Také u plechů s okujeným nebo silně znečištěným povrchem
- Nízké zatěžování svářeče na pracovišti
- Méně svařovacího kouře
- Tichý, příjemný zvuk svařovacího oblouku
- Snadné vedení (vynikající smáčivost)

* Oproti impulznímu oblouku
Video
forceArc puls
Hospodárné svařování, úspory nákladů
Svařování ušlechtilé oceli
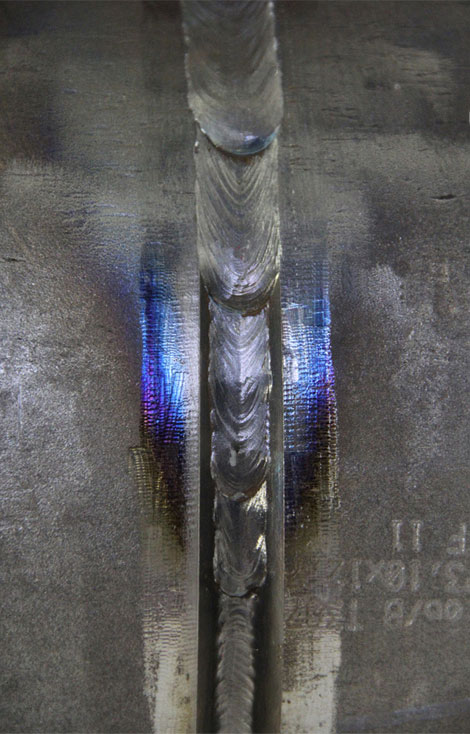
Metoda svařování forceArc puls® má v horním výkonovém pásmu v porovnání s impulzním obloukem až o 15 % méně vneseného tepla. To vede k menšímu počtu náběhových barev a nízké míře deformace v dílu.
Další výhody:
- Minimální úsečková energie
- Redukce deformace, náběhových barev a napětí
- Méně dodatečných prací (vyrovnávání, broušení, čištění)
- Minimální propal legovacích prvků, a tím vyšší odolnost vůči korozi

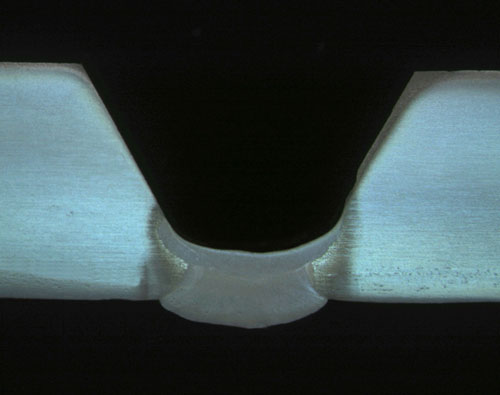
forceArc puls® vytváří symetrický koutový svar. To je předpokladem dosažení maximálního rozměru a při uvedeném odtavovacím výkonu (posuv drátu). Ve srovnání s impulzním obloukem je rozměr a větší až o 20 %.

Obráceně to znamená, že oproti procesu s impulzním obloukem u identického rozměru a lze dosáhnout až o 20 % vyšší rychlosti svařování.
Vs = 45 cm/min, a=4,8 mm

Vs = 60 cm/min, a=5,1 mm


Svařování oceli
Výhody pro vás:
- Téměř bez rozstřiku
- Vynikající tvar svaru
- Málo vrubů, nejlepší smáčení boků svaru
- Necitlivý vůči znečištěným a okujeným povrchům
- Symetrický svar
 forceArc XQ
forceArc XQ
forceArc ® Hospodárné svařování, úspory nákladů
Směrově stabilní účinný oblouk s minimalizovanou teplotou, hlubokým závarem pro horní výkonové pásmo. Nelegované, nízko a vysoce legované oceli a vysoce pevné jemnozrnné oceli.
forceArc
Výhody:
- Menší úhel otevření svaru díku hlubokému závaru a směrově stabilnímu svařovacímu oblouku
- Redukce vrstev
- Menší deformace díky tepelně minimalizovanému koncentrovanému svařovacímu oblouku
- Vynikající průvar kořene a natavení otupených hran drážky
- Perfektní svařování i s velmi dlouhými konci drátu (délka volného drátu)
- Redukce vrubů
- Téměř bez rozstřiku
- To je obzvláště výhodné např. u dynamických koutových svarů
- namáhaných součástí, např. nosné díly pro mosty
- Stavba vagonů a ocelové konstrukce
- Nelegované, nízko a vysoce legované oceli a vysoce pevné jemnozrnné oceli
- Ruční a automatizované aplikace
- Provedené koutové svary vykazují větší hloubku závaru

forceArc / forceArc puls
- Kombinace forceArc puls, forceArc a coldArc
- Kořenová vrstva s coldArc, mezivrstvy s forceArc a krycí vrstvy s forceArc puls
- Úspora svarových vrstev díky menšímu úhlu otevření svaru
- Perfektní zapalování a vyplnění kráteru metodou forceArc puls, svařování metodou forceArc
- Nižší deformace materiálu díky menší míře pronikání tepla
- Nižší teplota mezivrstev a minimalizace změn struktury
- Mimořádně výhodné např. při svařování jemnozrnných ocelí
- Redukované smršťování úhlů u koutových svarech

Plech: S 235; 20 mm
Plyn: M21 – ArC – 18
Drát: 1,2 mm G4Si1
Svarové housenky: 4
Poloha: PC
Úhel otevření svaru: 10°
Svařováno na jedné straně, bez podložení svarové lázně
Kombinace z coldArc, forceArc a forceArc puls
Hospodárné svařování, úspory nákladů
- Celková úspora nákladů až 60 %
- Minimální náročnost přípravy svaru
- Menší počet vrstev
- Menší množství přídavného materiálu a menší spotřeba ochranného plynu
- Kratší doba svařování
- Mimořádně výhodné u dynamicky namáhaných součástí

Plech: S 355; 30mm
Plyn: M21 – ArC – 18
Drát: 1,2 mm G4Si1
Svarové housenky: 11
Poloha: PB/PA
Úhel otevření svaru: 25°
Jednostranně svařováno, bez podložení svarové lázně s forceArc
 rootArc XQ / rootArc puls XQ
rootArc XQ / rootArc puls XQ
Svařovací oblouk s optimální kontrolou tavné lázně

Snadné přemostění mezery ve svislém svaru
- Stabilní, pevný svar ve svislé poloze shora dolů bez stékání taveniny
- Velmi dobré přemostění mezery
- Tepelně redukovaný svařovací oblouk s nízkou tvorbou rozstřiku
- Velmi dobrá struktura kořene a spolehlivé natavení otupených hran drážky
rootArc / rootArc puls
- Vnesení tepla, pokud je to nutné, metodou rootArc puls
- Svařování kořene metodou rootArc: Snadná kontrola tavné lázně
- Struktura vrstev a krycí vrstva pomocí technologie rootArc puls
- Rozšíření výkonu pro silné plechy metodou rootArc puls
- Přepínání mezi rootArc a rootArc puls klepnutím na tlačítko hořáku ke spolehlivému převaření bodových spojů
- Snadné zvládnutí tavné lázně automatickým přepínáním rootArc a rootArc puls zapnutím funkce superPuls
- Snadné a rychlé svařování svarů v poloze svislé nahoru automatickým přepínáním rootArc a rootArc puls zapnutím funkce superPuls
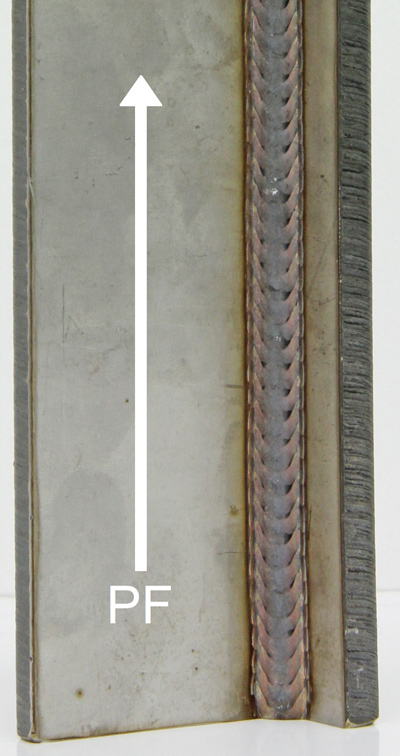
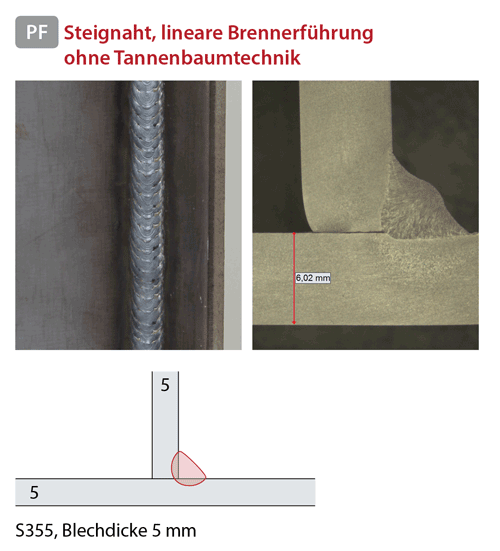
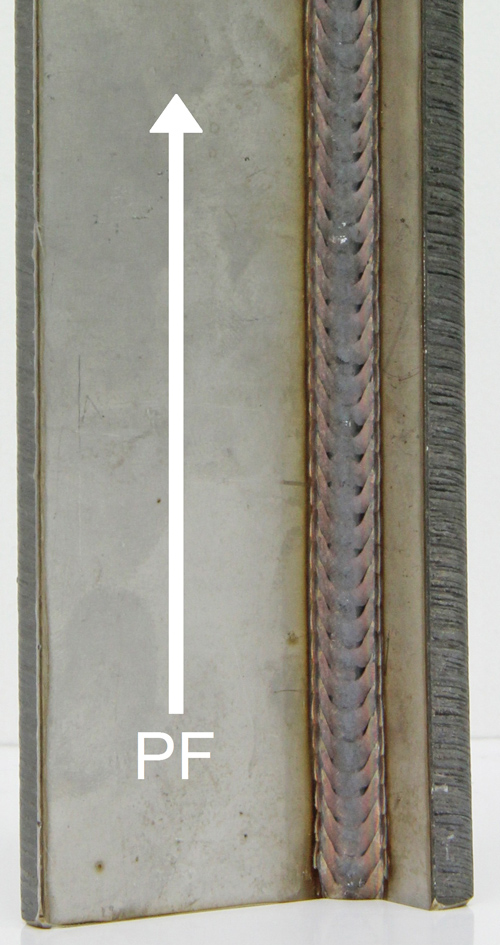
Svar v poloze svislé nahoru – svařování v poloze PF
- Vynikající svařování v polohách stoupajícího svaru (PF) metodou rootArc – superPuls
- Spolehlivé provaření středu kořene
- Není nutné kývání
- Rovnoměrná struktura pro dobrý vzhled
Výhody pro vás:
- Spolehlivé svařování zkratovým obloukem ve všech polohách
- Mimořádně vhodné pro svary v poloze svislé nahoru (PF) bez použití náročné techniky rozkyvu hořáku
- Spolehlivé a rychlé svařování kořene v kvalitě technologie WIG
- Snadné svařování svarů ve svislé poloze shora dolů a svarů nad hlavou
- Ideálně vhodné pro CO2 a směsný plyn
- Zkratový oblouk se sníženou energetickou náročností ke snadnému přemostění spár
- Digitálně kontrolovaný přechod materiálu s nízkou tvorbou rozstřiku
- Perfektní pro plechy o tloušťce od 1 mm
- Velmi dobré pro tupé a přeplátované svary
 wiredArc / wiredArc puls
wiredArc / wiredArc puls
Svařování s konstantním závarem
wiredArc / wiredArc puls
Svařování s konstantním závarem
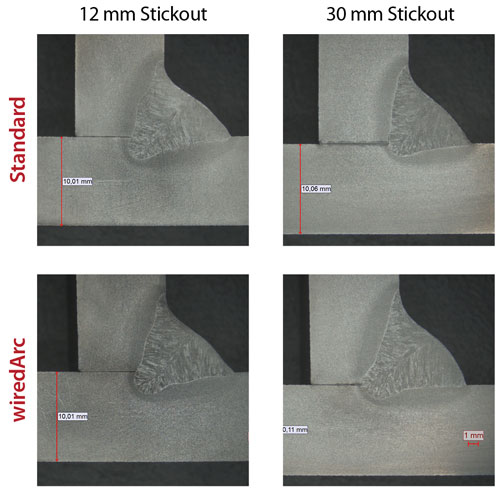
S EWM wiredArc zůstane závar při změně volného konce drátu (délka volného drátu) konstantní. Tato inovativní regulace upraví rychlost drátu a udržuje konstantní svařovací proud a napětí za účelem stejného pronikání tepla.
- Konstantní svařovací proud díky digitální regulaci procesu
- Úsečková energie a pronikání tepla zůstanou téměř konstantní i přes změny délky volného drátu
- Konstantní hloubka závaru nezávisle na změně délky volného drátu
- Možnost redukce úhlu otevření svaru, a tím objemu svaru
Video
wiredArc / wiredArc puls
Svařování s konstantním závarem
 Positionweld
Positionweld
Jednoduché a bezpečné svařování v nucených polohách
Positionweld
Kombinované varianty procesu pro svařování nelegovaných až vysoce legovaných ocelí a slitin hliníku v nucených polohách
- Jednoduchá manipulace
- Bezpečné provaření kořene
- V poloze svislé nahoru již není třeba rozkyv hořáku
Video
Youtube-Video
EWM metoda svařování MIG/MAG: Positionweld
 coldArc / coldArc puls
coldArc / coldArc puls
Perfektní svařování a pájení
coldArc / coldArc puls
coldArc:
Zkratový oblouk s nízkou tvorbou rozstřiku a minimalizovanou teplotou ke svařování bez větších deformací a k pájení, průvar kořene s vynikajícím přemostěním mezer.coldArc puls:
Optimální doplnění pro horní výkonové pásmo s cíleným pronikáním tepla tam, kde je teplo potřebné.- Menší deformace a redukované náběhové barvy díky minimalizovanému pronikání tepla
- Výrazná redukce rozstřiku následkem téměř reaktančního přechodu materiálu
- Vynikající stabilita procesu i v případě dlouhých svazků hadic bez doplňujících rozvodů snímačů
- Běžně dostupné systémy hořáků, protože přechod materiálu probíhá ve svařovacím hořáku bez opotřebení a bez pohonu
- Snadné svařování kořenových vrstev u plechů jakékoliv tloušťky a ve všech pozicích
- Perfektní přemostění i u mezer s proměnnou šířkou
- Vynikající smáčení povrchů při pájení tenkých plechů
- Minimální dodatečné práce, optimální také pro pohledové svary díky procesu s malým rozstřikem
- Nelegované, nízko a vysoce legované oceli a smíšené spoje i pro velmi tenké plechy
- Pájení plechů CrNi s CuAl8/AlBz8
- Pájení a svařování plechů s povrchovou úpravou, např. s CuSi, AlSi a Zn
- Svařování kořene na nelegovaných, nízkolegovaných a vysokolegovaných ocelích a u vysoce pevných jemnozrnných ocelí
- Pohledové svary CrNi v oblasti tenkých plechů

coldArc / coldArc puls
- Teplo tam, kde je ho potřeba s metodou coldArc puls
- Svařování kořene metodou coldArc: Úplná kontrola kapénkového přechodu, minimalizace chyb svařování
- Struktura vrstev a krycí vrstvy pomocí technologie coldArc puls
- Rozšíření výkonu pro silné plechy metodou coldArc puls
- Perfektní svařování s přechodovou oblastí metodou coldArc puls
- Přepínání mezi coldArc a coldArc puls klepnutím na tlačítko hořáku ke spolehlivému převaření bodových spojů
- Snadné modelování taveniny díky automatickému přepínání mezi coldArc a coldArc puls zapojením funkce superPuls
- Vynikající a snadné svařování v poloze svislé nahoru díky automatickému přepínání coldArc a coldArc puls zapojením funkce superPuls, bez použití „smrčkové techniky“
Jedinečné přemostění mezery pro kořenové vrstvy
- Perfektní přemostění mezery i při měnící se šířce mezery technologií coldArc
- Nedochází k propadání taveniny
- Dobrý průvar svarových ploch i u přesazených hran
- Nedochází k proražení drátu
- Kořenové vrstvy pro všechny tloušťky plechů ve všech polohách
- Struktura vrstev a krycí vrstvy pomocí technologie coldArc puls