MIG/MAG kaynak yöntemi
 forceArc puls XQ
forceArc puls XQ
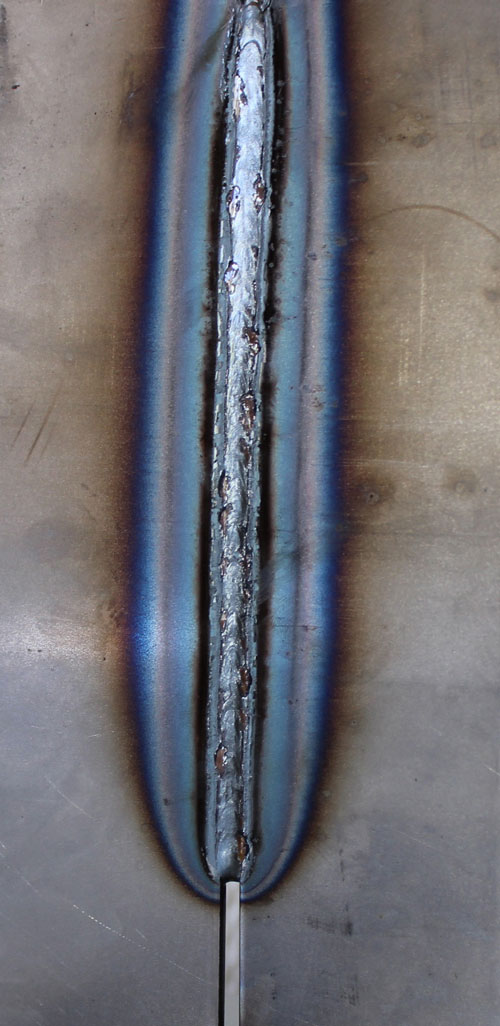
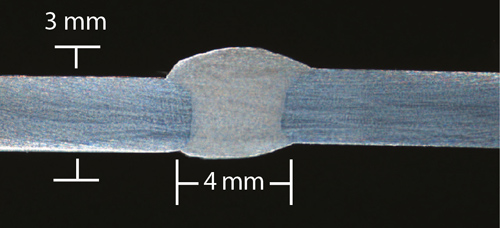
forceArc puls®, ısısı minimize edilmiş pals arkıyla bir MIG/MAG kaynak yöntemidir. Kolay kullanımlıdır, alaşımsız, az alaşımlı ve yüksek alaşımlı malzemelerin kaynağı için tüm güç aralıklarını kullanır. Yüksek performans aralığında dahi mükemmel aralık köprüleme sunar ve 4 mm'ye kadar değişken hava boşluklarına kadar kontrollü bir kaynak işlemi sunar. forceArc puls® – Olağanüstü maliyet tasarrufu ile tüm zamanların en iyi çelik ve paslanmaz çelik kaynağı için!
forceArc puls
Avantajlar:
Daha yüksek kaynak hızı- Köşe kaynaklarında simetrik dikişler ve mümkün olan maksimum dikiş kalınlığı (etkin köşe kaynak ayakları)
- Mükemmel kaplanma
- Güvenli kök bağlantısı ile derin, odaklanmış kaynak nüfuziyeti
- Kaynak sonrası işlemlerin minimize edilmesi
- Oksitlenmiş veya çok kirli yüzeyli sac metallerde de
- Çalışma yerinde kaynakçı iş yükü hafifler
- Daha az kaynak dumanı oluşur
- Sessiz, hoş ark sesi
- Sürmesi kolay (mükemmel ıslatma)

* Pals arkına kıyasla
Video
forceArc puls
Ekonomik kaynak, masrafları azaltma
Paslanmaz çelik kaynakları
forceArc puls® kaynak yöntemi pals ile karşılaştırıldığında üst performans aralığında % 15’e kadar daha düşük ısı girdisine sahiptir. Bu, daha az renk farkı ve parçada daha az şekil bozulması sağlar.
Diğer avantajlar:
- Minimum birim uzunluğa düşen enerji
- Şekil bozulmasının, renk farklarının ve gerilimlerin azaltılması
- Daha az kaynak sonrası işleme (düzleştirme, zımparalama, temizleme)
- Alaşım elementlerinin daha az yanması, böylece daha yüksek paslanma dayanıklılığı

forceArc puls® simetrik bir köşe kaynağı oluşturmaktadır. Bu da belirtilen dolgu kapasitesinde (DV) maksimum etkin köşe kaynak ayaklarına ulaşmak için ön koşuldur. Pals arkına kıyasla % 20’ye kadar daha etkin köşe kaynak ayakları oluşturulabilir.

Başka bir ifadeyle bu, pals arkı işlemine kıyasla eşit etkin köşe kaynak ayaklarında % 20’ye kadar daha yüksek kaynak hızının ulaşılabilir olduğu anlamına gelmektedir.
Vs = 45 cm/dk, a=4,8 mm

Vs = 60 cm/min, a=5,1 mm


Çelik kaynağı
Avantajlarınız:
- Neredeyse çapaksız
- Mükemmel kaynak dikişi görünümü
- Daha az kenar oyuğu, yanakların en iyi şekilde ıslatılması
- Kirli ve oksitlenmiş yüzeylere karşı hassas değil
- Simetrik kaynak dikişi
 forceArc XQ
forceArc XQ
forceArc ® Ekonomik kaynak, masrafları azaltma
Yüksek kaynak akımları için derin kaynak nüfuziyetli, ısısı azaltılmış, sabit yönlü, basınçlı ark. Alaşımsız, düşük alaşımlı ve yüksek alaşımlı çelikler ve yüksek çekme dayanımlı ince taneli çelikler.
forceArc
Avantajlar:
- Derin kaynak nüfuziyetli ve sabit yönlü ark sayesinde daha küçük kaynak ağzı açısı
- Pasoların azaltılması
- Isısı en aza indirgenmiş, yoğunlaştırılmış ark sayesinde daha az kasma
- Mükemmel kök ve yanak oluşumu özelliği
- Çok uzun nozul tel uzantısında (çıkıntıda) bile mükemmel kaynak
- Kenar oyuklarının azaltılması
- Neredeyse çapaksız
- Örneğin dinamik köşe kaynaklarında çok avantajlı
- Örneğin köprülerdeki taşıyıcı parçalar gibi yüklü yapı parçaları
- Vagon imalatı ve çelik konstrüksiyonlar
- Alaşımsız, düşük alaşımlı ve yüksek alaşımlı çelikler ve yüksek çekme dayanımlı ince taneli çelikler
- Manüel ve otomatik uygulamalar
- Kaynaklanan köşe kaynaklarında yüksek kaynak nüfuziyeti derinliği bulunur

forceArc / forceArc puls
- forceArc puls, forceArc ve coldArc'tan oluşan kombinasyon
- Kök paso coldArc ile, ara pasolar forceArc ile ve son pasolar forceArc puls ile
- Daha küçük kaynak ağzı açısı sayesinde kaynak pasolarında tasarruf
- Mükemmel ateşleme ve krater doldurma forceArc puls ile, kaynak forceArc ile
- Düşük ısı girdisi sayesinde en az malzeme çarpılması
- Daha düşük ara paso sıcaklığı ve en aza düşürülmüş mikroyapı değişikliği
- Örn. ince taneli çeliklerin kaynak edilmesinde oldukça avantajlı
- Köşe kaynaklarında daha az açısal çekme

Sac: S 235; 20mm
gaz: M21 - ArC - 18
tel: 1,2 mm G4Si1
tırtıl: 4
pozisyon: PC
kaynak ağzı açısı: 10°
tek taraflı kaynak, banyo desteği olmadan
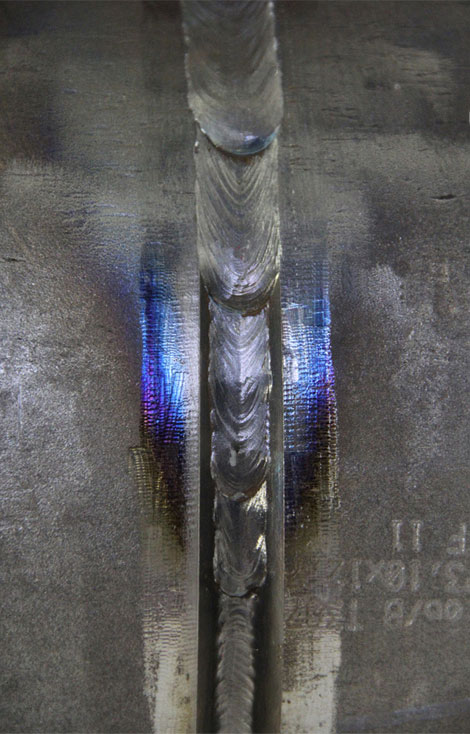
coldArc, forceArc ve forceArc puls kombinasyonu
Ekonomik kaynak, masrafları azaltma
- %60'a kadar toplam masraf tasarrufu
- En aza indirgenmiş kaynak ağzı hazırlık zamanı
- Daha düşük paso sayısı
- Daha az kaynak malzemesi ve koruyucu gaz tüketimi
- Daha düşük kaynak zamanı
- Dinamik olarak yüklenen bileşenlerde, özellikle avantajlı

Sac: S 355; 30mm
gaz: M21 - ArC - 18
tel: 1,2 mm G4Si1
tırtıl: 11
pozisyon: PB / PA
kaynak ağzı açısı: 25°
tek taraflı kaynak edilmiş, forceArc ile banyo desteği olmadan
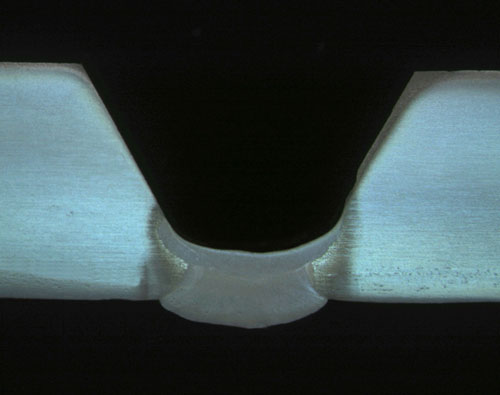
 rootArc XQ / rootArc puls XQ
rootArc XQ / rootArc puls XQ
Optimum kaynak banyosu kontrollü ark

Dikey yukarıdan aşağıya kaynakta zahmetsiz aralık köprüleme
- Sağlam dikey yukarıdan aşağıya kaynak, kaynak banyosu gidişi olmadan
- Çok iyi aralık köprüleme
- Isısı azaltılmış, düşük sıçramalı ark
- İyi kök oluşumu ve güvenli yanak oluşumu
rootArc / rootArc puls
- Isı girdisi, gerekli ise, rootArc puls ile
- Kök kaynağı rootArc ile: Kaynak banyosunun zahmetsiz kontrolü
- Kaynak paso ve son paso rootArc puls ile
- Kalın saclar için güç geliştirme rootArc puls ile
- Birleştirme puntalarının üzerine kaynak yapmak için rootArc ve rootArc puls arasında geçiş torç tetiğine dokunarak
- superPuls devreye alınarak rootArc ve rootArc puls arasında otomatik geçiş sayesinde kaynak banyosunun zahmetsiz kontrolü
- superPuls devreye alınarak rootArc ve rootArc puls arasında otomatik geçiş sayesinde dikey aşağıdan yukarıya kaynakların kolay ve hızlı uygulanması
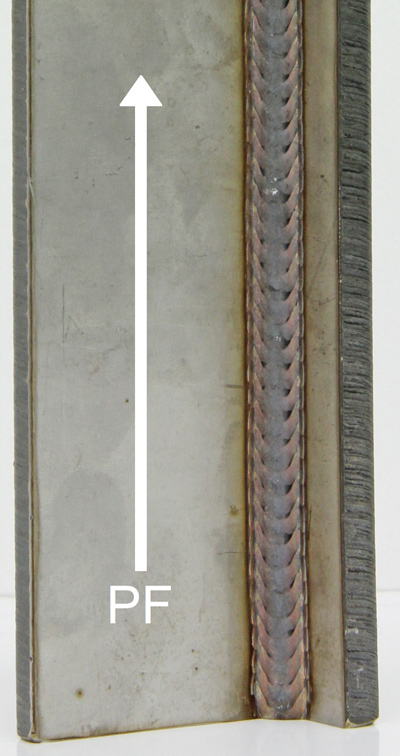
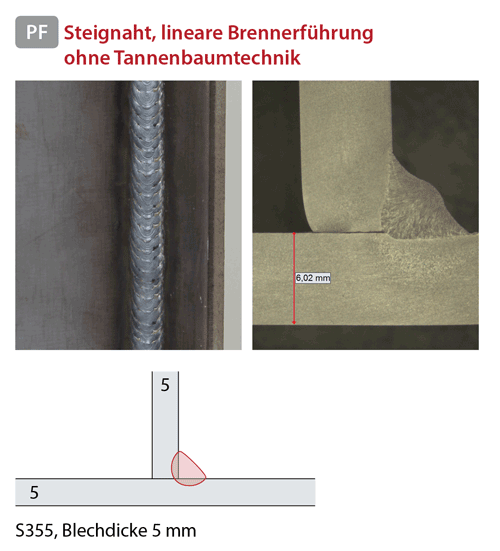
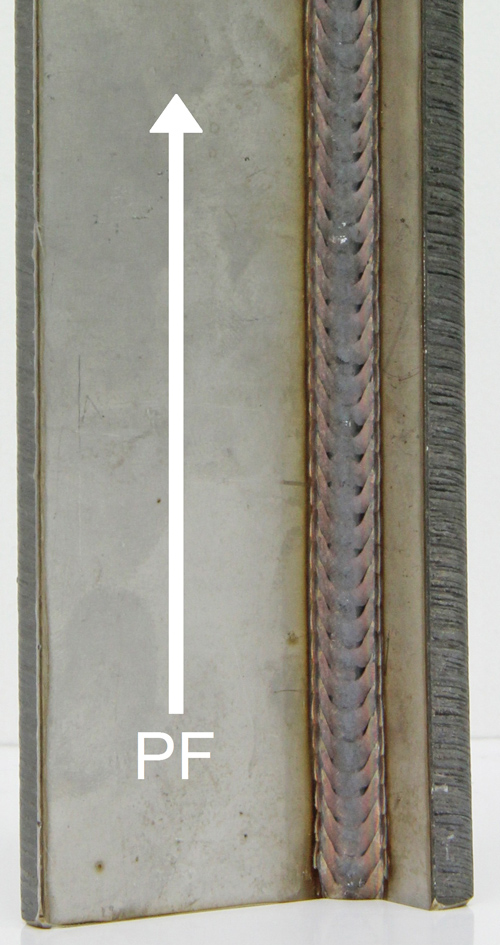
PF pozisyonunda dikey aşağıdan yukarıya kaynak
- Dikey aşağıdan yukarıya kaynak pozisyonlarında (PF) mükemmel kaynak rootArc-superPuls ile
- Kök noktasının güvenli tespiti
- Zikzak yapmak gerekli değil
- Dengeli metal damlacıkları düzgün sıralanmış taneler sağlar
Avantajlarınız:
- Tüm pozisyonlarda güvenli kısa ark kaynağı
- Zahmetli "çam ağacı tekniği" olmadan dikey aşağıdan yukarıya kaynaklar (PF) için son derece uygun
- TIG kalitesinde güvenli ve hızlı kök kaynağı
- Dikey yukarıdan aşağıya kaynakların ve baş üstünde dikişlerin zahmetsiz kaynağı
- CO2 ve gaz karışımı için son derece uygun
- Zahmetsiz aralık kontrolü için enerjisi azaltılmış kısa ark
- Az çapaklı, dijital kontrollü malzeme geçişi
- 1 mm'den itibaren saclar için mükemmel
- Alın ve bindirme kaynakları için çok iyi
 wiredArc / wiredArc puls
wiredArc / wiredArc puls
Sabit kaynak nüfuziyetiyle kaynak
wiredArc / wiredArc puls
Sabit kaynak nüfuziyetiyle kaynak
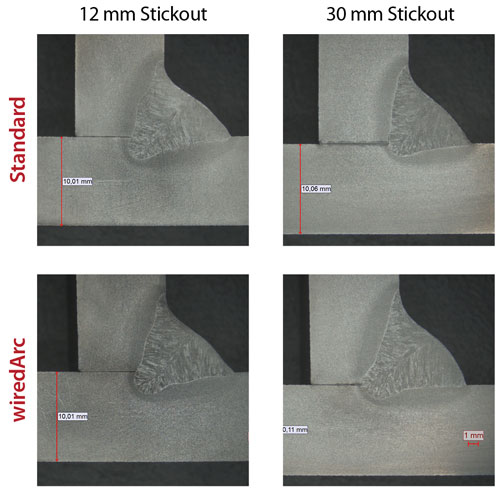
EWM wiredArc ile boştaki kaynak tel uzunluğu (çıkıntı) değişse bile kaynak nüfuziyeti aynı kalır. Yenilikçi ayarlama, tel besleme hızını uygun hale getirir ve ısı girdisi aynı kalacak şekilde kaynak akımını ve gerilimi sabit tutar.
- Dijital proses ayarı sayesinde sabit kaynak akımı
- Boştaki kaynak tel uzunluğu değişmesine rağmen birim uzunluğa düşen enerji ve ısı girdisi neredeyse hep sabit kalır
- Nozul tel uzantısının değişmesinden bağımsız olarak sabit kaynak nufuziyet derinliği
- Kaynak ağzı açısının ve bu şekilde kaynak dikiş hacminin azaltılması imkanı
Video
wiredArc / wiredArc puls
Sabit kaynak nüfuziyetiyle kaynak
 Positionweld
Positionweld
Zorlu pozisyonlarda kolay ve güvenli kaynak
Positionweld
Zorlu pozisyonlarda alaşımsız ila yüksek alaşımlı çelikler ve alüminyum alaşımlarının kaynaklanması için kombine proses varyantı
- Kolay kullanım
- Güvenli kök birleşmesi
- Artık dikey aşağıdan yukarıya kaynakta çam ağacı tekniği kullanılmasına gerek yoktur
Video
Youtube-Video
MIG/MAG kaynak yöntemi EWM: Positionweld
 coldArc / coldArc puls
coldArc / coldArc puls
Mükemmel kaynak ve lehim
coldArc / coldArc puls
coldArc:
Yüksek boyutsal kararlı kaynak ve lehim ile mükemmel aralık köprülemeli kök kaynağı için ısısı azaltılmış, düşük çapaklı kısa ark.coldArc puls:
Isının gerekli olduğu isabetli ısı girdisi ile yüksek güç aralığının optimum şekilde tamamlanması.- Azaltılmış ısı beslemesi sayesinde düşük kasma ve daha az renk farkı
- Neredeyse güç harcanmadan gerçekleştirilen malzeme geçişi sayesinde belirgin ölçüde düşük sıçrantı
- İlave sensör ucu olmadan uzun hortum paketlerinde de etkileyici yöntem kararlılığı
- Malzeme geçişi, torçta tahrik olmadan aşınmasız gerçekleştiğinden piyasada bulunan torç sistemleri
- Tüm levha kalınlıklarında ve tüm pozisyonlarda kök pasolarında kolayca kaynaklama
- Değişen aralık genişlikleri de dahil olmak üzere mükemmel aralık köprülemesi
- İnce metal plakaları lehimlerken mükemmel yüzey ıslatması
- Düşük çapaklı işlemler sayesinde asgari seviyede kaynak sonrası işleme, görünür kaynak dikişleri için de ideal
- Alaşımsız, düşük alaşımlı ve yüksek alaşımlı çelikler ve en ince saçlar için karışım bağlantıları
- CrNi saçlarını CuAI8 / AIBz8 ile lehimleme
- Kaplamalı sacları lehimleme ve kaynak, örn. CuSi, AlSi ve Zn
- Alaşımsız, düşük ve yüksek alaşımlı çeliklerde ve yüksek çekme dayanımlı ince taneli çeliklerde kök kaynakları
- İnce saç alanında CrNi görünür kaynak dikişleri

coldArc / coldArc puls
- Isının gerekli olduğu yerde ısı coldArc puls ile
- coldArc ile kök kaynağı: damla geçişinin tam kontrolü, birleştirme hatalarının en aza indirgenmesi
- Kaynak paso ve son pasolar coldArc puls ile
- Kalın saclar için güç geliştirme coldArc puls ile
- Geçiş bölgesinde mükemmel kaynak coldArc puls ile
- Birleştirme puntalarının üzerine kaynak yapmak için coldArc ve coldArc puls arasında geçiş torç tetiğine dokunarak
- superPuls devreye alınarak coldArc ve coldArc puls arasında otomatik geçiş ile kaynak banyosunun kolay modellenmesi
- superPuls, "Çam ağacı tekniği" olmadan devreye alınarak coldArc ve coldArc puls arasında otomatik geçiş ile dikey aşağıdan yukarıya pozisyonda mükemmel ve kolay kaynak
Kök pasolar için eşsiz aralık köprüleme
- Değişen aralık genişliğinde de mükemmel aralık köprüleme coldArc ile
- Kaynak banyosunda hiçbir sarkma olmaz
- Karşılamayan kenar ile de güvenli yanak oluşumu
- Tel delinmez
- Tüm pozisyonlarda ve levha kalınlıklarında kök pasolar
- Kaynak paso ve son pasolar coldArc puls ile