Сварка MIG/MAG
 forceArc puls XQ
forceArc puls XQ
forceArc puls® – это метод сварки MIG/MAG с минимизацией теплоотдачи импульсной дуги. Она проста в использовании и подходит для сварки нелегированных, низколегированных и высоколегированных материалов во всем диапазоне мощности.
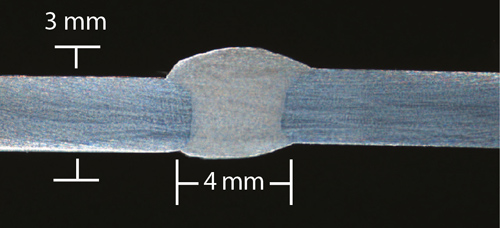
Она отличается прекрасным перекрытием зазора даже при высокой мощности и позволяет вести контролируемую сварку при изменениях воздушного зазора до 4 мм.
forceArc puls® – для наилучшей сварки обычной и высококачественной стали при невероятной экономии издержек!
forceArc puls
Преимущества:
Более высокая скорость сварки- Симметричное формирование шва и максимально возможная толщина угловых швов таврового соединения (размер a)
- Отличная смачиваемость
- Глубокий и концентрированный провар с надежным охватом корня
- Минимизация объемов доработки
- В том числе при работе с покрытыми окалиной или сильно загрязненными листами
- Невысокая нагрузка на сварщика на рабочем месте
- Меньше сварочного дыма
- Тихая сварочная дуга с приятным рабочим шумом
- Легкое управление (отличное смачивание)

* По сравнению с импульсной дугой
Видео
forceArc puls
Выгодная сварка, экономия расходов
Сварка высококачественной стали
Метод forceArc puls® позволяет снизить термовложение на 15 % по сравнению с импульсной сваркой. Это способствует уменьшению побежалости и деформации заготовки.
Другие преимущества:
- Минимальная погонная энергия
- Уменьшение деформации, побежалости и внутренних напряжений
- Сокращение объемов доработки (рихтовка, шлифование, чистка)
- Предотвращение выгорания легирующих элементов, что позволяет повысить коррозионную стойкость

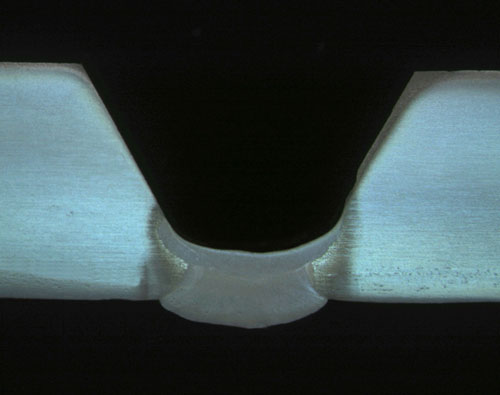
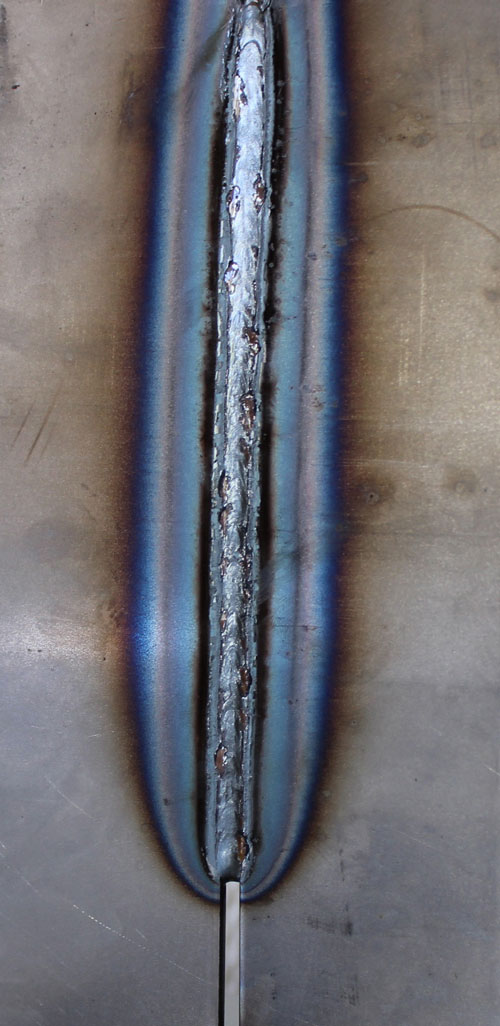
forceArc puls® формирует симметричный угловой шов таврового соединения. Это является предпосылкой для достижения максимальной толщины шва при заданной мощности расплавления (DV). Размер а на 20 % больше по сравнению с импульсной дугой.

И наоборот: заданной толщины шва можно достичь при на 20 % большей скорости, чем при импульсной сварке.
Vs = 45 см/мин, a = 4,8 мм

Vs = 60 см/мин, a = 5,1 мм


Сварка стали
Ваши преимущества:
- Практически полное отсутствие брызг
- Безупречный внешний вид шва
- Меньше подрезов, оптимальное смачивание кромок
- Возможность обработки покрытых окалиной или загрязненных поверхностей
- Симметричный сварной шов
 forceArc XQ
forceArc XQ
forceArc ® Выгодная сварка, экономия расходов
Стабильная по направленности, мощная сварочная дуга с минимальной теплоотдачей и глубоким проваром для верхнего диапазона мощности. Нелегированные, низколегированные и высоколегированные стали, а также высокопрочные мелкозернистые стали.
forceArc
Преимущества:
- Уменьшенный угол раскрытия шва благодаря глубокому провару и стабильной по направленности сварочной дуге
- Сокращение количества слоев
- Меньшая деформация за счет концентрированной сварочной дуги с минимальной теплоотдачей
- Прекрасный охват корня шва и пограничное схватывание
- Идеальная сварка даже при очень длинном вылете проволоки
- Уменьшение подрезов
- Почти полное отсутствие брызг
- Особые преимущества, например при сварке динамических угловых швов таврового соединения
- Нагруженные элементы, например несущие части мостов
- Вагоностроение и стальные конструкции
- Нелегированные, низколегированные и высоколегированные стали, а также высокопрочные мелкозернистые стали
- Ручная и автоматизированная обработка
- Сварные угловые швы таврового соединения имеют большую глубину провара

forceArc / forceArc puls
- Комбинация методов forceArc puls, forceArc и coldArc
- Сварка корневого слоя методом coldArc, промежуточных слоев методом forceArc и верхнего слоя методом forceArc puls
- Меньше слоев благодаря меньшим углам раскрытия шва
- Отличное зажигание и заполнение кратера при помощи метода forceArc puls, сварка методом forceArc
- Незначительная побежалость материала за счет меньшего внесения тепла
- Снижение температуры промежуточных слоев и минимальные структурные изменения
- Особое преимущество, например при сварке мелкозернистых сталей
- Сниженная угловая усадка при выполнении угловых швов таврового соединения

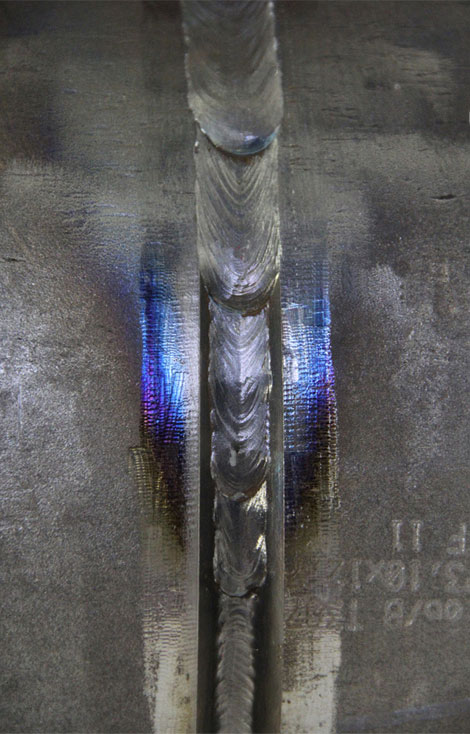
Листовой металл: S 235; 20 мм
Газ: M21-ArC-18
Проволока: 1,2 мм G4Si1
Валики: 4
Позиция: PC
Угол раскрытия: 10°
Провар с одной стороны, без подкладки
Комбинация coldArc, forceArc и forceArc puls
Выгодная сварка, экономия расходов
- Общее снижение расходов до 60 %
- Снижение к минимуму объема работ по разделке кромок
- Малое количество слоев
- Меньше расход присадочных материалов и защитного газа
- Уменьшение времени сварки
- Особое преимущество для конструктивных элементов, находящихся под динамической нагрузкой

Листовой металл: S 355; 30 мм
Газ: M21-ArC-18
Проволока: 1,2 мм G4Si1
Валики: 11
Позиция: PB/PA
Угол раскрытия:: 25°
Провар с одной стороны, без подкладки методом forceArc
 rootArc XQ / rootArc puls XQ
rootArc XQ / rootArc puls XQ
Сварочная дуга с оптимальным контролем расплава

Простое перекрытие зазора при сварке вертикальных швов сверху вниз
- Ровный, прочный вертикальный шов сверху вниз без предварительного расплава
- Отличное перекрытие зазора
- Дуга с уменьшенным внесением тепла и малым количеством брызг
- Ярко выраженный корень шва и надежное пограничное схватывание
rootArc / rootArc puls
- Внесение тепла при необходимости методом rootArc puls
- Заварка корня шва методом rootArc: простой контроль расплава
- Наложение слоев и сварка верхнего слоя методом rootArc puls
- Увеличение мощности для толстых листов при помощи метода rootArc puls
- Переключение между методами rootArc и rootArc puls путем короткого нажатия кнопки горелки для надежной повторной заварки мест прихвата
- Простой контроль расплава благодаря автоматическому переключению между методами rootArc и rootArc puls при включении функции superPuls
- Простая и быстрая сварка вертикальных швов снизу вверх благодаря автоматическому переключению между методами rootArc и rootArc puls при включении функции superPuls
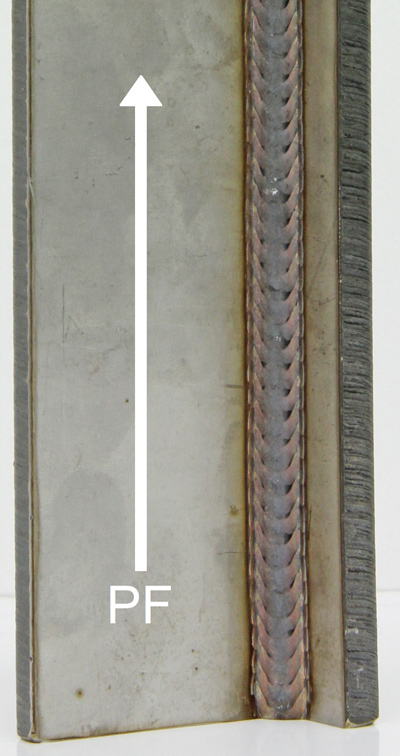
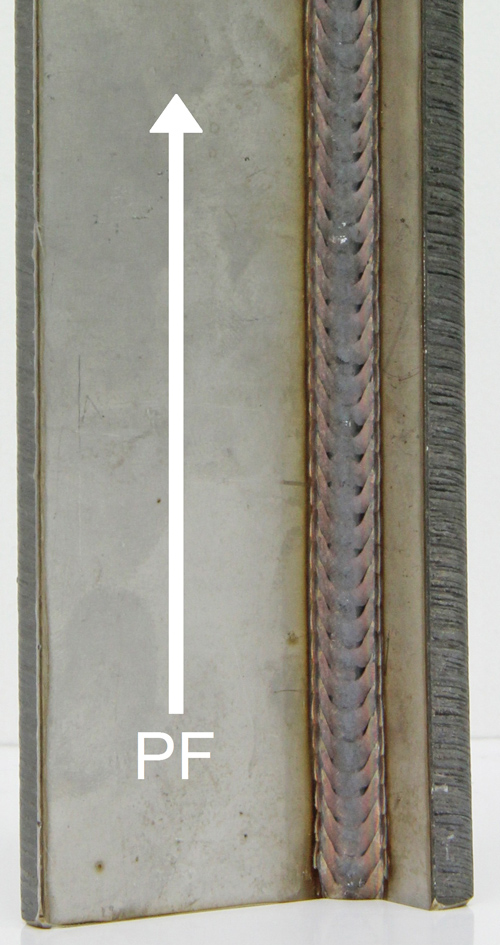
Сварка вертикальных швов снизу вверх в положении PF
- Отличная сварка вертикальных швов снизу вверх (PF) методом rootArc-superPuls
- Надежный охват корневой точки
- Отпадает необходимость в маятниковом движении
- Равномерная чешуйчатость создает хорошую оптику шва
Ваши преимущества:
- Безопасная сварка короткой дугой в любых положениях
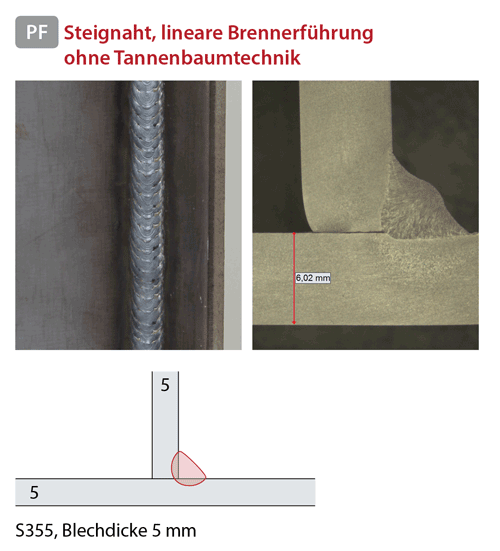
- Оптимальный выбор для вертикальных швов снизу вверх (PF) без применения техники «елочка»
- Надежная и быстрая заварка корня шва с качеством ТIG
- Простая сварка вертикальных швов сверху вниз и потолочных швов
- Идеально для CO2 и газовой смеси
- Короткая дуга с уменьшенной отдачей энергии для простого перекрытия зазора
- Переход материала практически без брызг, цифровой контроль
- Идеальное решение для листов толщиной от 1 мм
- Хорошо подходит для стыковых швов и швов внахлестку
 wiredArc / wiredArc puls
wiredArc / wiredArc puls
Сварка с постоянным проваром
wiredArc / wiredArc puls
Сварка с постоянным проваром
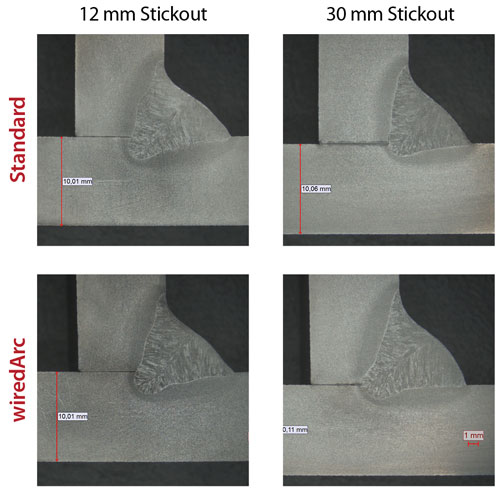
На wiredArc EWM при изменении свободного вылета проволоки (Stickout) провар остается постоянным. Инновационная система регулирования корректирует скорость подачи проволоки и удерживает на постоянном уровне значения сварочного тока и напряжения, обеспечивая стабильное термовложение.
- Постоянный сварочный ток благодаря цифровому регулированию процесса
- Энергия, распределяемая по участку, и термовложение остаются практически неизменными, несмотря на изменение свободного вылета проволоки
- Постоянная глубина провара вне зависимости от изменения вылета проволоки
- Возможность уменьшения угла раскрытия шва, а вместе с ним и объема сварочного шва
Видео
wiredArc / wiredArc puls
Сварка с постоянным проваром
 Positionweld
Positionweld
Простая и надежная сварка с принудительным формированием шва
Positionweld
Комбинированный вариант для сваривания разных видов сталей — от нелегированных до высоколегированных — и алюминиевых сплавов с принудительным формированием шва
- Простое управление
- Надежный охват корня шва
- При сварке вертикальных швов снизу вверх отпадает необходимость в применении техники укладки шва по принципу елочки
Видео
Видео на Youtube
Методы сварки EWM: Positionweld
 coldArc / coldArc puls
coldArc / coldArc puls
Сварка и пайка в совершенном исполнении
coldArc / coldArc puls
coldArc:
Короткая дуга с минимальной теплоотдачей, с малым количеством брызг для сварки и пайки, а также для заварки корня шва с высококачественным перекрытием зазора и незначительной деформацией.coldArc puls:
Оптимальное решение для верхнего диапазона мощности с направленным внесением тепла только на те участки, где оно необходимо.- Уменьшение деформации и побежалости благодаря минимальному внесению тепла
- Значительное уменьшение количества брызг за счет перехода металла практически без потребления энергии
- Чрезвычайная стабильность процесса даже при использовании длинных шланг-пакетов без дополнительных контролируемых линий
- Возможно использование обычных систем горелок, поскольку переход металла в горелке происходит без затрат энергии и не способствует износу
- Простая сварка корневых слоев при любой толщине листа и в любом положении
- Идеальное перекрытие зазора также при изменяющейся ширине зазора
- Великолепное смачивание поверхности при пайке тонкой листовой стали
- Минимальная доработка, благодаря минимальному образованию брызг также оптимально подходит для лицевых швов
- Нелегированные, низколегированные и высоколегированные стали, а также смешанные соединения, в т. ч. для самых тонких металлических листов
- Пайка хромоникелевых листов с использованием CuAI8/AIBz8
- Пайка и сварка металлических листов с покрытием, например с использованием CuSi, AlSi и Zn
- Заварка корня шва на нелегированных, низколегированных и высоколегированных сталях, а также высокопрочных мелкозернистых сталях
- Лицевые хромоникелевые швы на тонкой листовой стали

coldArc / coldArc puls
- Тепло там, где оно необходимо, при помощи метода coldArc puls
- Заварка корня шва методом coldArc: полный контроль капельного перехода, минимальное количество дефектов
- Наложение слоев и сварка верхних слоев методом coldArc puls
- Увеличение мощности для толстых листов при помощи метода coldArc puls
- Идеальная сварка в области переходной дуги методом coldArc puls
- Переключение между методами coldArc и coldArc puls путем короткого нажатия кнопки горелки для надежной повторной заварки мест прихвата
- Простое моделирование расплава благодаря автоматическому переключению между методами coldArc и coldArc puls при включении функции superPuls
- Отличная и простая сварка вертикальных швов снизу вверх благодаря автоматическому переключению между методами coldArc и coldArc puls при включении функции superPuls без применения техники «елочка»
Отличное перекрытие зазора для корневых слоев
- Идеальное перекрытие зазора при помощи метода coldArc даже при изменении ширины зазора
- Расплав не проваливается
- Хорошее пограничное схватывание даже при смещении кантов
- Отсутствие проникновения проволоки
- Сварка корневых слоев при любой толщине листа и в любом положении
- Наложение слоев и сварка верхних слоев методом coldArc puls