Proceso de soldadura MIG/MAG
 forceArc puls XQ
forceArc puls XQ
forceArc puls® es un proceso de soldadura MIG/MAG con un arco pulsado minimizado en calor. De fácil manejo e indicado para todo el rango de potencias para soldar materiales no aleados o de alta y baja aleación.
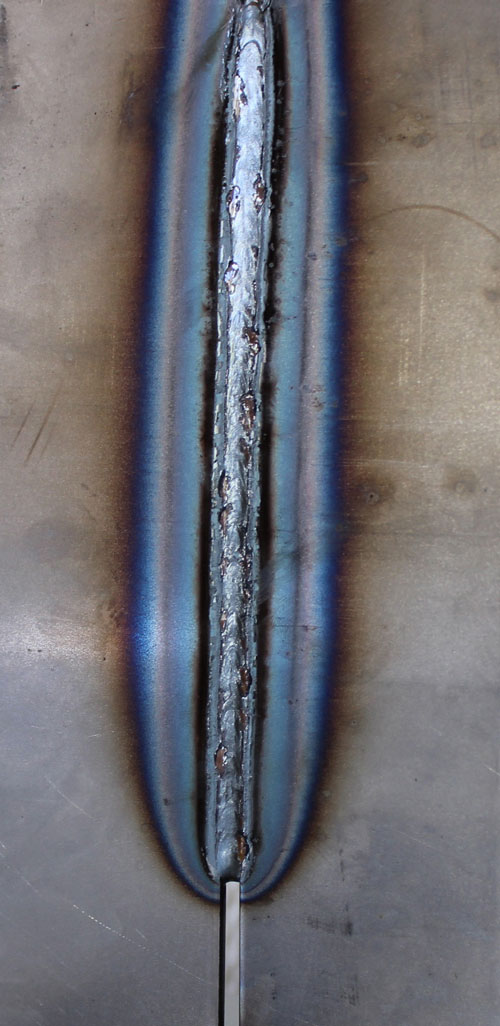
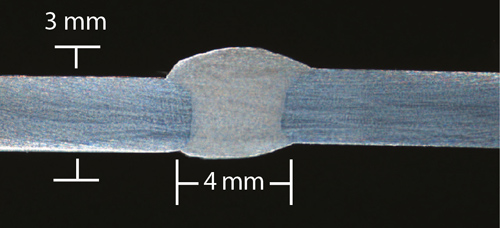
Se caracteriza por una unión de lados excelente, incluso en rango de potencias elevado, y permite soldar con control separaciones modificables de hasta 4 mm. forceArc puls®, para la mejor soldadura de acero y acero inoxidable de todos los tiempos con increíble ahorro de costes.
forceArc puls
Ventajas:
Mayor velocidad de soldadura- Formación simétrica de costuras y máximo grosor de costura posible (dimensión a) en soldaduras en ángulo
- Excelente impregnación
- Penetración concentrada y profunda con obtención de raíces segura
- Minimización del trabajo posterior
- Incluso en chapas con superficies con escamas o muy oxidadas
- Escasa carga para el soldador en el puesto de trabajo
- Menos humo de soldadura
- Arco voltaico silencioso y agradable
- Fácil de guiar (excelente impregnación)

* En comparación con el arco pulsado
Video
forceArc puls
Soldadura económica con ahorro de costes
Soldaduras de acero inoxidable
En el rango de potencias superior, el proceso de soldadura forceArc puls® tiene hasta un 15% menos de aporte de calor que con arco pulsado. Ello provoca menos colores de revenido y menor deformación de la pieza.
Otras ventajas:
- Energía de campo minimizada
- Menos deformación, colores de revenido y tensiones
- Menos trabajo posterior (alineado, rectificado, limpieza)
- Menos quemado de los elementos de aleación, por tanto, mayor resistencia a la corrosión

forceArc puls® forma una soldadura en ángulo simétrica. Este es el requisito previo para lograr la máxima dimensión a con el rendimiento de fusión dado (sistema arrastre hilo). En comparación con el arco pulsado, posibilidad de obtener una dimensión a hasta un 20% superior.

Al contrario, esto significa que en comparación con un proceso de arco pulsado con dimensiones a idénticas, puede alcanzarse una velocidad de soldadura hasta un 20% superior.
Vs = 45 cm/min, a=4,8 mm

Vs = 60 cm/min, a=5,1 mm


Soldaduras de acero
Ventajas:
- Sin apenas proyecciones
- Excelente aspecto de la costura
- Menos mordeduras, excelente impregnación de los flancos
- Resistente a superficies contaminadas y con escamas
- Costura de soldadura simétrica
 forceArc XQ
forceArc XQ
forceArc ® Soldadura económica con ahorro de costes
Arco voltaico de gran presión, minimizado en calor, con alta estabilidad direccional y penetración profunda en el rango de potencias superior. Aceros de aleación baja, alta o no aleados, así como aceros de grano fino de alta resistencia.
forceArc
Ventajas:
- Menor ángulo de apertura de costuras gracias a la penetración profunda y a un arco voltaico con estabilidad direccional
- Reducción de las capas
- Menor deformación gracias al arco voltaico concentrado y minimizado en calor
- Excelente obtención de raíces y de flancos
- Soldaduras perfectas incluso con extremos libres muy largos (stick-out)
- Reducción de mordeduras
- Sin apenas proyecciones
- Particularmente aconsejable, por ejemplo, en caso de costuras en ángulo
- Componentes de carga para, por ejemplo, elementos portantes de puentes
- Construcción de vagones y construcciones de acero
- Aceros de aleación baja, alta o no aleados, así como aceros de grano fino de alta resistencia
- Aplicaciones manuales y automatizadas
- Las soldaduras en ángulo presentan una mayor profundidad de penetración

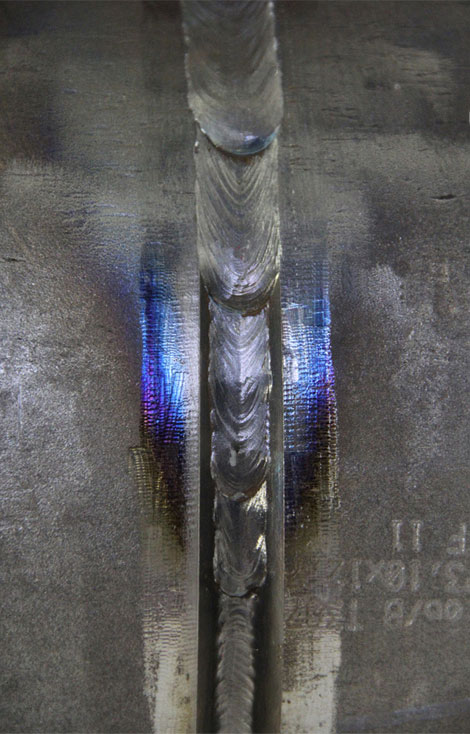
forceArc / forceArc puls
- Combinación de forceArc puls, forceArc y coldArc
- Pasada de raíz con coldArc, capas intermedias con forceArc y capas exteriores con forceArc puls
- Ahorro en capas de soldadura gracias a un ángulo de apertura más pequeño
- Encendido y rellenado del cráter perfectos con forceArc puls, soldadura con forceArc
- Menos deformación del material debido al menor aporte de calor
- Menor temperatura de capas intermedias y mínima modificación de la forma
- Especialmente ventajosa, por ejemplo, en soldaduras de aceros de grano fino
- Reducción de la contracción angular en costuras de ángulo

Chapa: S 235; 20 mm
Gas: M21 - ArC - 18
Hilo: 1,2 mm G4Si1
Pasadas: 4
Posición: PC
Ángulo de abertura: 10°
Soldado por un lado, sin protección de baño
Combinación de coldArc, forceArc y forcArc puls
Soldadura económica con ahorro de costes
- Ahorro total de hasta un 60%
- Minimización de la preparación de las costuras para la soldadura
- Menor cantidad de capas
- Menos consumibles de soldadura y consumo de gas de protección
- Menor tiempo de soldadura
- Particularmente aconsejable para componentes sometidos a cargas dinámicas

Chapa: S 355; 30 mm
Gas: M21 - ArC - 18
Hilo: 1,2 mm G4Si1
Pasadas: 11
Posición: PB/PA
Ángulo de abertura: 25°
Soldado por un lado, sin protección de baño con forceArc
 rootArc XQ / rootArc puls XQ
rootArc XQ / rootArc puls XQ
El arco voltaico con control de baño de soldadura óptimo

Unión de lados sin esfuerzo en la soldadura vertical descendente
- Soldadura vertical descendente estable y crepitante sin avance de la fundición
- Excelente unión de lados
- Arco voltaico pobre en proyecciones y de calor reducido
- Traspaso de materiales excelente y obtención de flancos segura
rootArc / rootArc puls
- Aporte de calor, si fuera necesario con rootArc puls
- Soldadura de raíz con rootArc: Control sin esfuerzo del baño de soldadura
- Formación de capas y capas exteriores con rootArc puls
- Mayor potencia para chapas gruesas con rootArc puls
- Conmutación entre rootArc y rootArc puls presionando el pulsador de la antorcha para una soldadura de cobertura segura de los puntos de fijación
- Manejo sin esfuerzo del baño de soldadura gracias al cambio automático entre rootArc y rootArc puls conectando superPuls
- Soldadura ascendente sencilla y rápida gracias al cambio automático entre rootArc y rootArc puls conectando superPuls
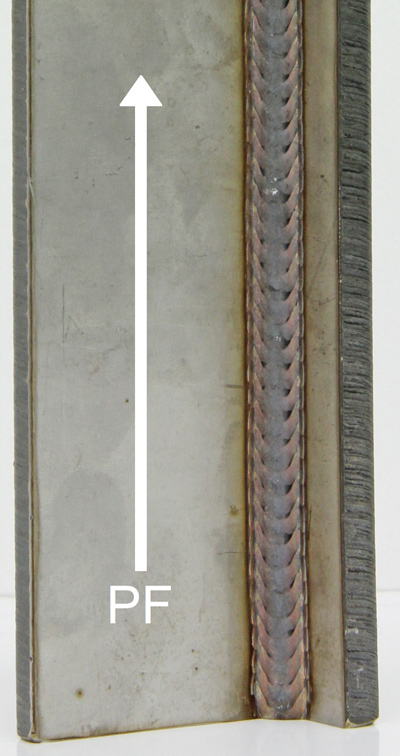
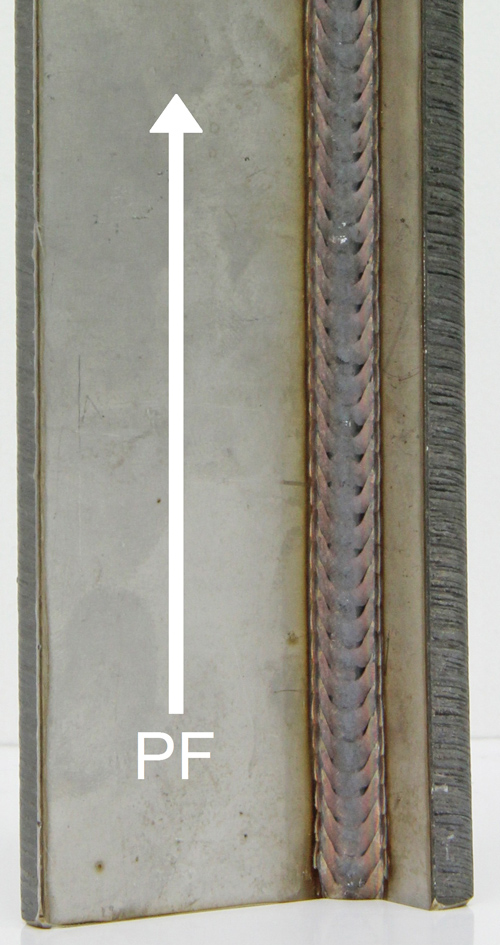
Soldadura ascendente en posición PF
- Excelente soldadura en posiciones ascendentes (PF) con rootArc-superPuls
- Detección segura del punto de raíz
- No se necesita ningún movimiento oscilante
- Costuras uniformes altamente estéticas
Ventajas:
- Soldadura de arco por cortocircuito segura en cualquier posición
- Especialmente indicado para soldaduras ascendentes (PF) sin la costosa «Técnica de soldadura ascendente»
- Soldadura de raíz segura y rápida con calidad TIG
- Soldadura sin esfuerzo de costuras descendentes y sobre cabeza
- Especialmente indicado para CO2 y gas de mezcla
- Arco por cortocircuito de energía reducida para manejar las ranuras sin esfuerzo
- Transferencia de material controlada digitalmente y pobre en proyecciones
- Perfecto para chapas mayores de 1 mm
- Excelente para soldaduras por aproximación y asolapadas
 wiredArc / wiredArc puls
wiredArc / wiredArc puls
Soldaduras con penetración constante
wiredArc / wiredArc puls
Soldaduras con penetración constante
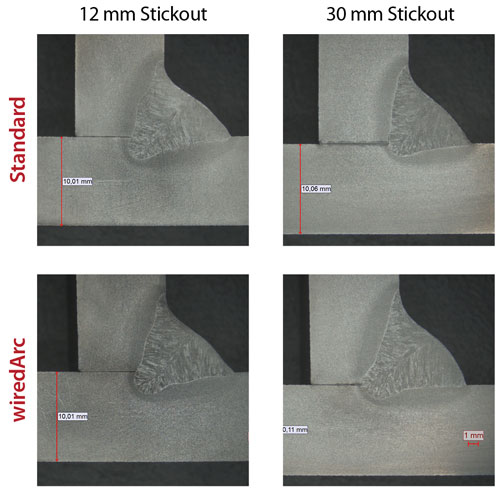
Con wiredArc de EWM, la penetración permanece constante en caso de modificación del stick-out. La regulación innovadora adapta la velocidad del hilo y mantiene la corriente de soldadura y la tensión para un aporte de calor prácticamente constante.
- Corriente de soldadura constante gracias a una regulación digital del proceso
- La energía de campo y el aporte de calor se mantienen prácticamente constantes pese a los cambios del stick-out
- Profundidad de penetración constantemente elevada con independencia del cambio del stick-out
- Posibilidad de reducir el ángulo de apertura de la costura y, por ende, el volumen de la costura de soldadura
Video
wiredArc / wiredArc puls
Soldaduras con penetración constante
 Positionweld
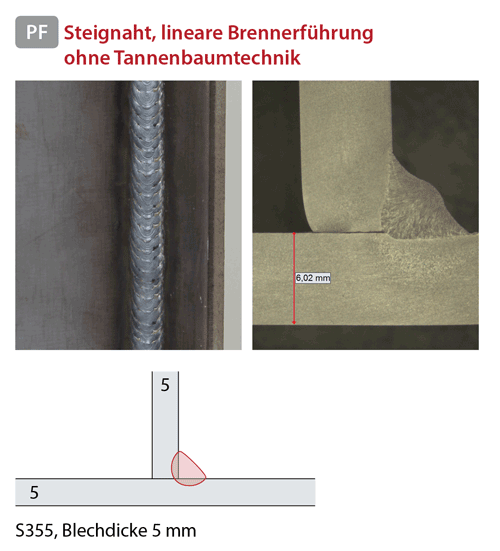
Positionweld
Soldadura sencilla y segura en posiciones fijas
Positionweld
Variante de proceso combinada para soldar aceros no aleados y muy aleados así como aleaciones de aluminio en posiciones fijas
- Manejo sencillo
- Obtención de raíces segura
- Ya no se requiere técnica ascendente en soldaduras ascendentes
Video
Youtube-Video
EWM proceso de soldadura MIG/MAG: Positionweld
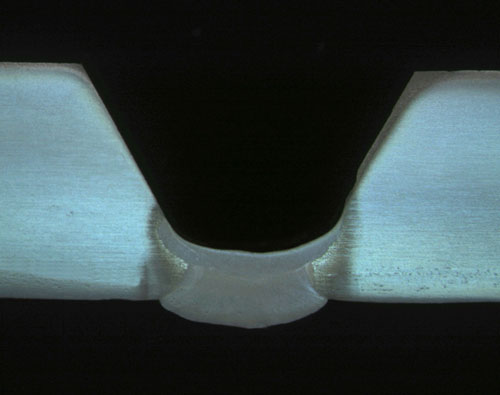
 coldArc / coldArc puls
coldArc / coldArc puls
Soldaduras y brazing perfectos
coldArc / coldArc puls
coldArc:
Arco por cortocircuito, pobre en proyecciones, minimizado en calor, para soldaduras y brazing sin deformaciones, y soldadura de raíz con una excelente unión de lados.coldArc puls:
El complemento óptimo para un mayor rango de potencias con aporte de calor adecuado allí donde se necesita.- Menos deformaciones y colores de revenido gracias a un aporte de calor minimizado
- Reducción notable de proyecciones gracias a un traspaso de materiales con un consumo mínimo
- Impresionante estabilidad del proceso, incluso en paquetes de mangueras largas sin cables de sensores adicionales
- Sistemas de antorchas convencionales, ya que el traspaso de materiales se produce sin desgaste ni impulsión en la antorcha
- Soldadura fácil de pasadas de raíz con cualquier grosor de chapa y en cualquier posición
- Unión de lados perfecta, incluso con anchos de ranura cambiantes
- Excelente impregnación de las superficies en el brazing de chapas finas
- Trabajo posterior mínimo, ideal también para costuras a la vista, gracias al proceso pobre en proyecciones
- Aceros de aleación baja, alta o no aleados y uniones mixtas incluso de las chapas más finas
- Brazing de chapas de CrNi con CuAI8/AIBz8
- Brazing y soldadura de chapas recubiertas, por ejemplo, con CuSi, AlSi y Zn
- Soldaduras de raíz de aceros no aleados y de alta y de baja aleación, así como de aceros de grano fino de gran resistencia
- Costuras vistas de CrNi en chapas finas

coldArc / coldArc puls
- Calor donde se necesita calor con coldArc puls
- Soldaduras de raíz con coldArc: control completo del traspaso de gotas, faltas de fusión mínimas
- Formación de capas y capas exteriores con coldArc puls
- Mayor potencia para chapas gruesas con coldArc puls
- Soldadura perfecta con la zona de transición con coldArc puls
- Conmutación entre coldArc y coldArc puls presionando el pulsador de la antorcha para una soldadura de cobertura segura de los puntos de fijación
- Modelado fácil de la fundición gracias al cambio automático entre coldArc y coldArc puls conectando superPuls
- Soldadura excelente y sencilla en posición ascendente gracias al cambio automático entre coldArc y coldArc puls conectando superPuls, sin «Técnica de soldadura ascendente»
Unión de lados singular para pasadas de raíz
- Unión de lados perfecto incluso con anchos alternos con coldArc
- No se suspende la fundición
- Buena obtención de flancos, también con desplazamientos
- No se traspasa el hilo
- Pasadas de raíz para todos los grosores de chapa en cualquier posición
- Formación de capas y capas exteriores con coldArc puls